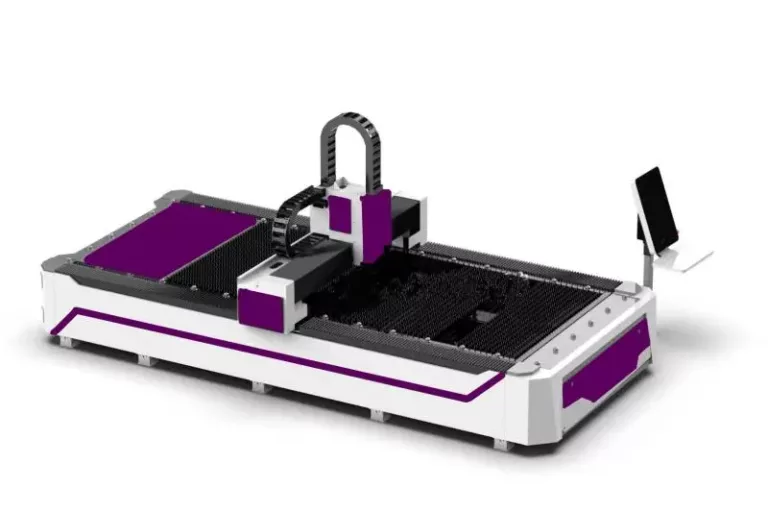
Metal Laser Cutting Machine
High-Precision Fiber Laser Technology for Industrial Metal Processing

The Engineering Logic of Fiber Laser Cutting: Utilizing MAX Photonics for Industrial Excellence
Precision metal fabrication is governed by the intersection of photonics and thermodynamics. At PCL Group, we integrate MAX Photonics (Maxfiber) laser sources to achieve a deterministic cutting process.
System Dynamics & Kinematics
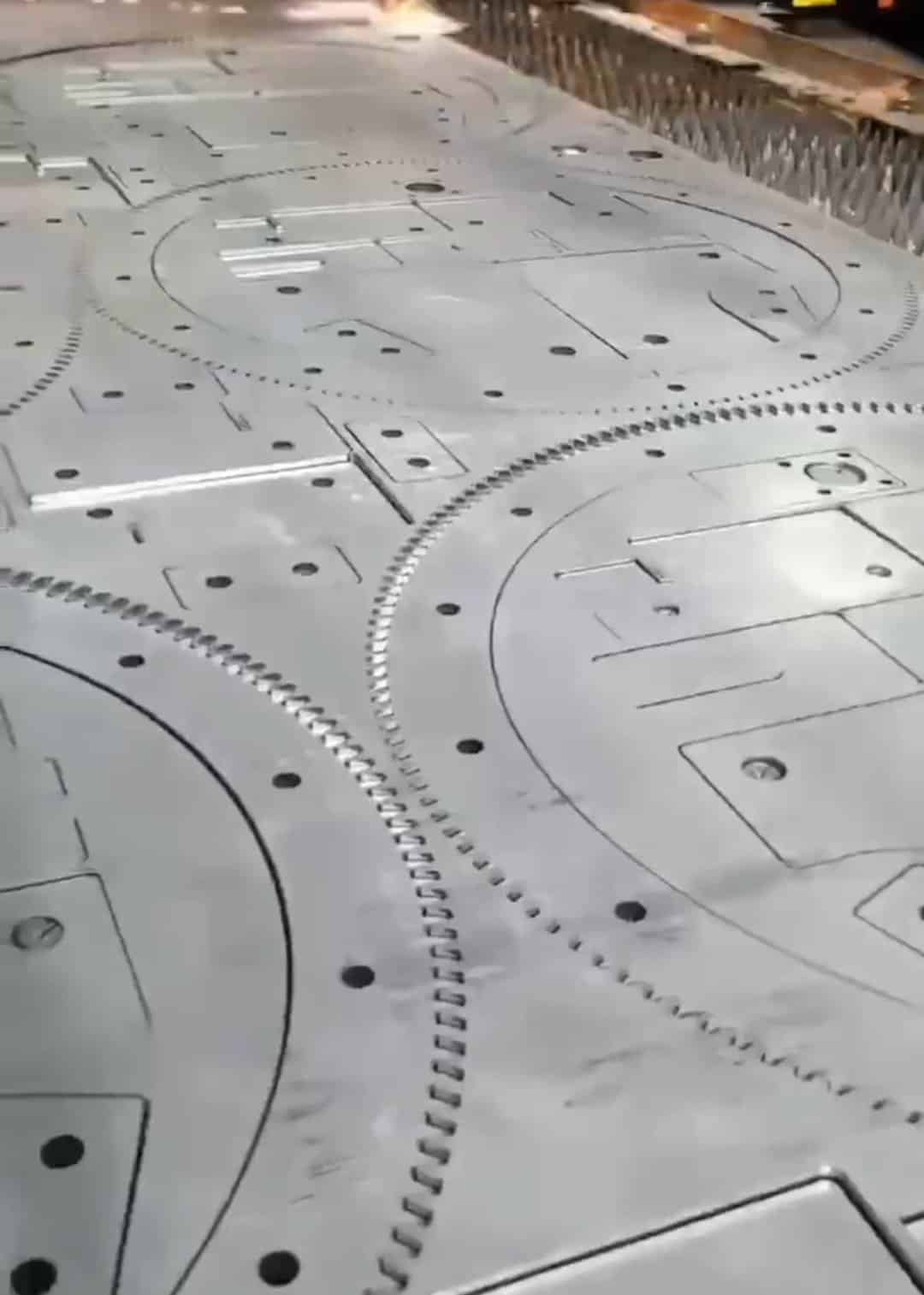
High-Precision Cutting Test
Maxfiber Source Integration
I. Beam Quality (M²) and Kerf Optimization
The efficiency of a fiber laser is determined by its beam quality factor, M². MAX Photonics sources provide an M² ≤ 1.3, which allows the laser to be focused into a much smaller spot size than CO2 alternatives. This results in a higher power density at the focal point, enabling faster penetration and a narrower Kerf Width. By minimizing the heat-affected zone (HAZ), we preserve the material's structural integrity, which is vital for aerospace and medical applications.
Industrial Technical Parameters (MAX Series)
| Technical Indicator | 1000W - 3000W Range | 6000W - 12000W Range |
|---|---|---|
| Laser Source | MAX Photonics (Maxfiber) | MAX Photonics (Multi-Module) |
| Wavelength | 1080 ± 5 nm | 1080 ± 10 nm |
| Working Voltage | 220V Single Phase / 380V | 380V Three Phase |
| Max Acceleration | 1.0G - 1.2G | 1.5G - 2.0G |
| Positioning Accuracy | ±0.03 mm | ±0.02 mm |
| Repeatability | ±0.02 mm | ±0.01 mm |
| Cooling Method | Dual-temp Water Chiller | High-capacity Industrial Chiller |
| CNC System | CypCut / FSCUT Series | HypCut / High-Bus System |
II. Anti-Reflection Technology for Reflective Metals
Processing Aluminum, Brass, and Copper presents a unique challenge: back-reflection. If reflected light enters the laser source, it can cause catastrophic diode failure. The MAX Photonics Maxfiber series incorporates a multi-stage optical isolator and real-time power monitoring. This protective logic allows for continuous 24/7 cutting of highly reflective alloys without risk to the machine's core optics.
III. Gas Dynamics and Material Interaction
Oxygen (O2) is utilized for Carbon Steel to facilitate an exothermic reaction, significantly increasing speed in thick plates. Conversely, Nitrogen (N2) is used for Stainless Steel and Aluminum to flush the molten material and prevent oxidation, resulting in a clean, weld-ready edge. Our CNC software automatically adjusts gas pressure and nozzle height based on the material library, ensuring consistent quality across all batches.
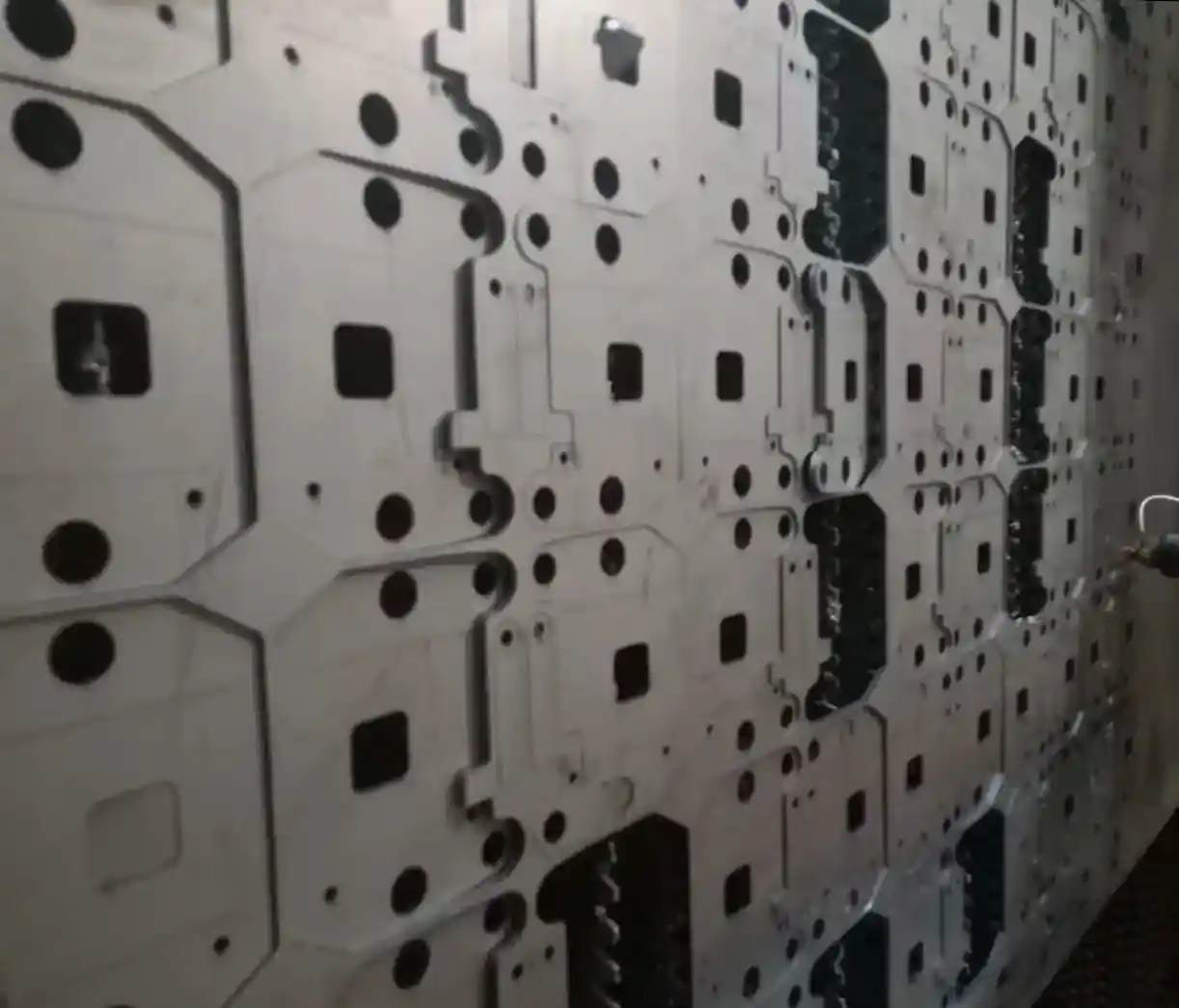
Project Evidence & Cutting Samples


Request Technical Consultation
Upload your DXF/DWG/STEP files for a precision quotation and feasibility report.
