Com o desenvolvimento da indústria de estruturas metálicas, as conexões parafusadas em estruturas metálicas tornaram-se um método importante de conexão, o que leva a uma crescente demanda por perfuração em estruturas de aço. A corte a laser para perfuração é esperado para se tornar uma solução mais eficiente e conveniente.
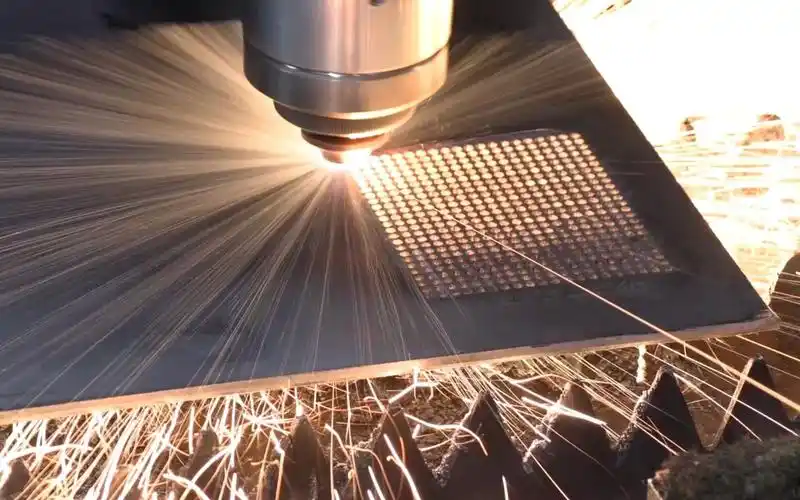
O corte a laser para perfuração envolve um feixe de laser de alta densidade de potência, emitido por um laser e focado através de uma lente, direcionado para a peça de trabalho. Este processo pode gerar altas temperaturas localizadas superiores a 10.000°C, vaporizando rapidamente o material. Um fluxo de ar de alta velocidade sopra o material fundido, formando um corte estreito (aproximadamente 0,1 mm de largura) e completando o corte do material. Isso permite a perfuração precisa a laser e o corte de peças, conforme ilustrado nas Figuras 1 e 2.

Aplicação do Corte a Laser para Furos de Parafuso
Researchers have extensively studied multi-layer multi-pass welding, focusing on pre-weld seam scanning to determine groove parameters and fill layers using equal-height or equal-area methods. However, during welding, heat input and weld formation can cause groove deformation, making pre-planned trajectories inaccurate and reducing welding quality.
For medium-to-thick plate welding, vision-based multi-layer multi-pass planning adjusts bead placement dynamically. As shown in Figure 4, a laser vision sensor captures the actual bead distribution, extracting groove width (Wb) and layer height (hi). If deviations are within tolerance, subsequent beads follow the original plan; otherwise, the welding path is adjusted to maintain uniform filling. This method mitigates groove misalignment, workpiece deformation, and other factors affecting weld formation, ensuring optimal weld quality.
Devido ao método de processamento sem contato do corte a laser, as matérias-primas de estruturas de aço podem ser processadas rapidamente com controle inteligente. Ao simplesmente inserir os parâmetros de processamento no sistema, operações como corte, perfuração e corte em bisel podem ser realizadas sem problemas. O processo garante alta velocidade, eficiência e mínima intervenção manual.
Como resultado, a aplicação do corte a laser na fabricação de estruturas de aço tornou-se cada vez mais ampla. No entanto, na área específica de corte de furos para parafusos, o corte a laser ainda não é amplamente adotado, e a qualidade dos furos para parafusos cortados a laser permanece incerta. Portanto, é necessário realizar a verificação experimental do desempenho do processo de furos para parafusos cortados a laser.
2. Experimento de Corte de Furos de Parafuso
Para entender a aplicação do corte a laser na fabricação de furos para parafusos e verificar seu desempenho, foi realizado um experimento comparativo entre o corte a laser e a perfuração radial para a produção de furos. Após o corte, os furos para parafusos foram examinados quanto à precisão dimensional, rugosidade da superfície e dureza.
2.1 Preparação do Experimento
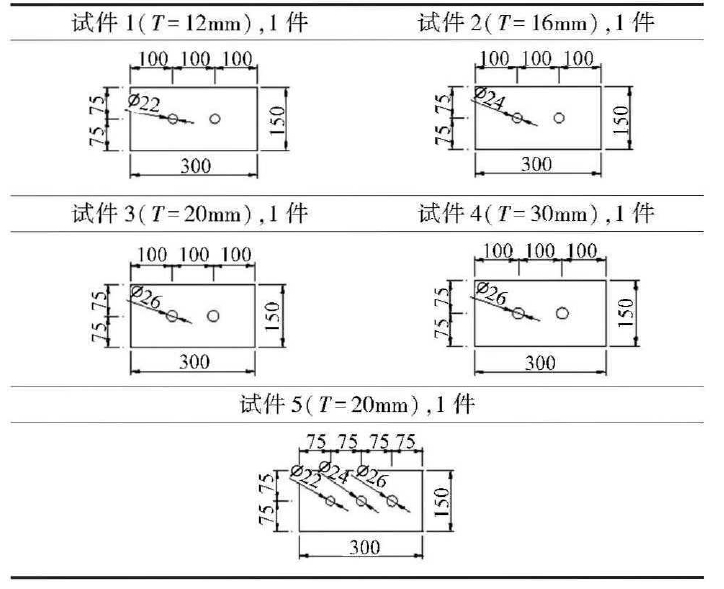
O experimento utilizou uma máquina de corte a laser de 30 kW e uma máquina de perfuração radial Z3080X25. Os espécimes de teste eram feitos de aço Q355B, um material comum em estruturas de aço. As espessuras das placas de teste eram de 12 mm, 16 mm, 20 mm e 30 mm. Foram preparados cinco espécimes de teste (rotulados como 1, 2, 3, 4 e 5), com suas dimensões listadas na tabela.
2.2 Processo do Experimento
Os espécimes 1 a 4 foram processados usando o método de perfuração a laser, enquanto o espécime 5 foi processado utilizando o método de perfuração. Durante o processo de corte, o corte a laser não produziu defeitos significativos. Após o corte, os furos para os parafusos foram inspecionados quanto à precisão dimensional, rugosidade da superfície e dureza, conforme mostrado nas Figuras 3 e 4.
2.3 Requisitos de Qualidade e Resultados dos Testes
De acordo com a norma GB 50205-2020 (Padrão de Inspeção de Qualidade de Engenharia de Estruturas de Aço) e a norma GB 50755-2012 (Código de Construção de Engenharia de Estruturas de Aço), os furos de parafuso cortados devem atender aos seguintes requisitos:
Requisitos de qualidade de corte: As bordas cortadas devem ser lixadas para R2 mm e atender aos requisitos de tolerância do diâmetro dos furos de parafuso da Classe C, conforme especificado na Tabela 2.
Tolerância de distância entre furos de parafuso adjacentes: A variação permitida deve ser de ±1,0 mm.
A dureza da zona afetada pelo calor não deve exceder 350 HV.
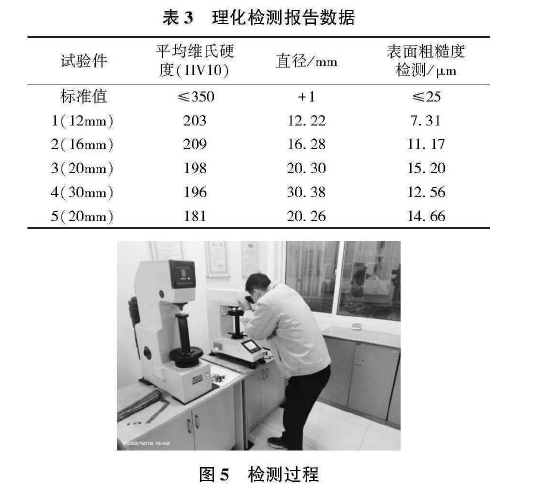
A inspeção físico-química dos espécimes de teste incluiu a medição da dureza Vickers, desvio do diâmetro dos furos de parafuso e rugosidade da superfície, com os resultados resumidos na Tabela 3. O processo de inspeção é ilustrado na Figura 5.
2.4 Conclusões e Análise Experimental
Por meio da análise comparativa da dureza Vickers, precisão do diâmetro dos furos e rugosidade da superfície, foram tiradas as seguintes conclusões:
Os furos de parafuso cortados a laser atenderam aos valores padrão exigidos e cumpriram as especificações regulamentares.
Comparado ao furo mecânico, a corte a laser resultou em valores de dureza Vickers (HV10) mais altos, indicando maior dano termoplástico ao aço. No entanto, o desvio do diâmetro dos furos de parafuso foi semelhante para ambos os métodos, e a rugosidade da superfície dos furos cortados a laser foi significativamente melhor do que a dos furos mecanicamente perfurados.
O corte a laser de furos foi mais fácil de operar, mais rápido, mais eficiente e altamente preciso, melhorando significativamente a produtividade na fabricação de furos.
Conclusão Geral
O corte a laser é mais eficiente do que a perfuração mecânica tradicional, oferecendo uma melhor relação custo-benefício. A adoção do corte a laser para o processamento de furos de parafuso pode efetivamente aumentar a capacidade de produção e os benefícios econômicos.
















