With the development of the steel structure industry, bolted connections in steel structures have become an important connection method, leading to an increasing demand for hole-making in steel structures. Laser cutting for hole-making is expected to become a more efficient and convenient solution.
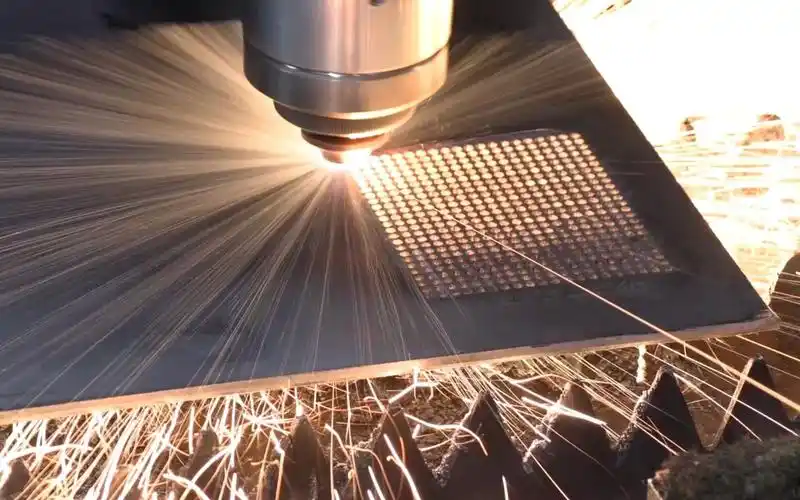
Laser cutting for hole-making involves a high-power-density laser beam, emitted by a laser and focused through a lens, directed at the workpiece. This process can generate localized high temperatures exceeding 10,000°C, rapidly vaporizing the material. A high-speed airflow then blows away the molten material, forming a narrow kerf (approximately 0.1 mm wide) and completing the cutting of the material. This enables precise laser hole-making and part cutting, as illustrated in Figures 1 and 2.

Application of Laser Cutting for Bolt Holes
Due to the non-contact processing method of laser cutting, steel structure raw materials can be quickly processed with intelligent control. By simply inputting the processing parameters into the system, operations such as cutting, drilling, and bevel cutting can be performed seamlessly. The process ensures high speed, efficiency, and minimal manual intervention.
As a result, the application of laser cutting in steel structure manufacturing has become increasingly widespread. However, in the specific area of bolt hole cutting, laser cutting is not yet widely adopted, and the quality of laser-cut bolt holes remains unclear. Therefore, it is necessary to conduct experimental verification of the process performance of laser-cut bolt holes.
2. Bolt Hole Cutting Experiment
To understand the application of laser cutting in bolt hole manufacturing and verify its performance, a comparative experiment was conducted between laser cutting and radial drilling for hole-making. After cutting, the bolt holes were examined for dimensional accuracy, surface roughness, and hardness 1.
2.1 Experiment Preparation
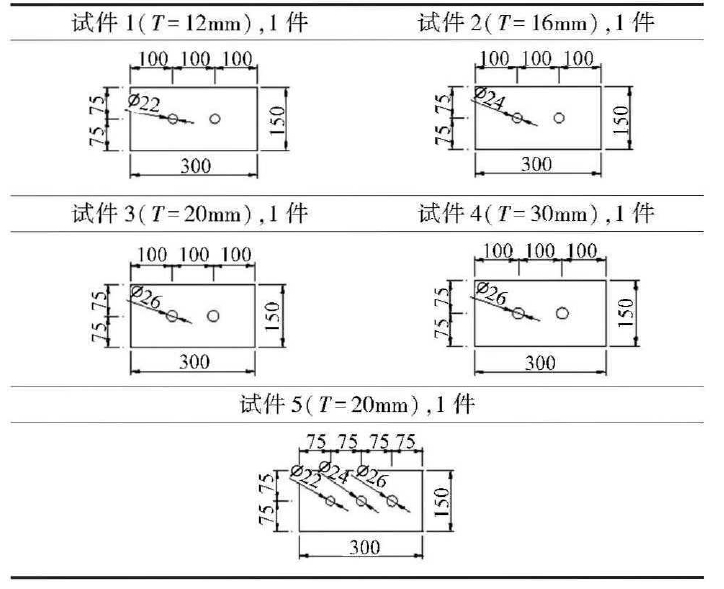
The experiment utilized a 30 kW laser cutting machine and a Z3080X25 radial drilling machine. The test specimens were made of Q355B steel, a common material in steel structures. The test plate thicknesses were 12 mm, 16 mm, 20 mm, and 30 mm. Five test specimens (labeled 1, 2, 3, 4, and 5) were prepared, with their dimensions listed in Table
2.2 Experiment Process
Specimens 1 to 4 were processed using the laser cutting hole-making method, while specimen 5 was processed using the drilling method. During the cutting process, laser cutting did not produce significant defects. After cutting, the bolt holes were inspected for dimensional accuracy, surface roughness, and hardness, as shown in Figures 3 and 4.
2.3 Quality Requirements and Test Results
According to GB 50205-2020 (Steel Structure Engineering Quality Inspection Standard) and GB 50755-2012 (Steel Structure Engineering Construction Code), the cut bolt holes should meet the following requirements:
- Cutting quality requirements: The cut edges should be ground to R2 mm and meet Class C bolt hole diameter tolerance requirements, as specified in Table 2.
- Distance tolerance between adjacent bolt holes: The allowable deviation should be ±1.0 mm.
- Hardness of the heat-affected zone should not exceed 350 HV.
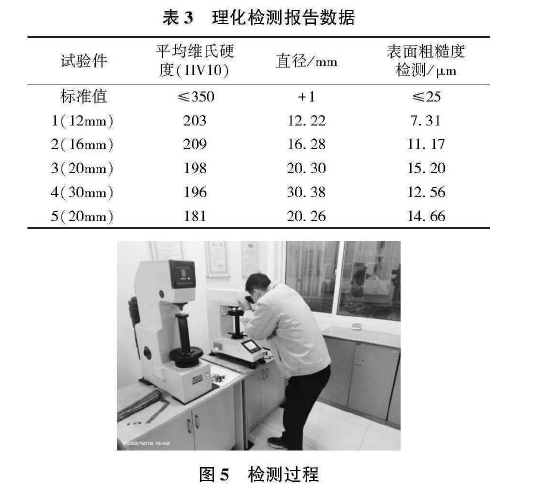
The physical and chemical inspection of the test specimens included measuring the Vickers hardness, bolt hole diameter deviation, and surface roughness, with the results summarized in Table 3. The inspection process is illustrated in Figure 5.
2.4 Experimental Conclusions and Analysis
Through the comparative analysis of Vickers hardness, hole diameter accuracy, and surface roughness, the following conclusions were drawn:
- Laser-cut bolt holes met the required standard values and complied with regulatory specifications.
- Compared to mechanical drilling, laser cutting resulted in higher Vickers hardness (HV10) values, indicating greater thermoplastic damage to the steel. However, the diameter deviation of the bolt holes was similar for both methods, and the surface roughness of laser-cut holes was significantly better than that of mechanically drilled holes.
- Laser hole-cutting was easier to operate, faster, more efficient, and highly precise, significantly improving hole-making productivity.
Overall Conclusion
Laser cutting is more efficient than traditional mechanical drilling, offering higher cost-effectiveness. The adoption of laser cutting for bolt hole processing can effectively enhance production capacity and economic benefits.













