The Dawn of the 30kW Era in Structural Fabrication
For decades, the heavy-duty crane manufacturing sector in Istanbul—centered around industrial hubs like Gebze, Tuzla, and Dilovası—relied on a combination of band saws, radial drills, and plasma cutting tables. While functional, these methods introduced significant bottlenecks. Plasma cutting, while fast, often left a large heat-affected zone (HAZ) and dross that required hours of secondary grinding. Mechanical drilling was slow and limited in geometry.
The arrival of the 30kW fiber laser has fundamentally altered this landscape. At 30,000 watts, the power density of the laser beam is sufficient to vaporize thick-walled structural steel almost instantaneously. In the context of I-beam profiling, this power allows for “single-pass” cutting of flanges and webs that exceed 25mm to 40mm in thickness. The 30kW source provides the necessary “headroom” to maintain high feed rates even when cutting complex geometries or thick-gauge carbon steel, which is the backbone of overhead gantry cranes and portal cranes.
The Anatomy of a Heavy-Duty I-Beam Laser Profiler
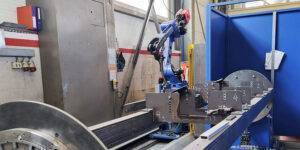
A 30kW I-beam profiler is a massive feat of engineering. Unlike flatbed lasers, these machines utilize a multi-chuck system—often a four-chuck configuration—to rotate and move massive beams through the cutting zone. For Istanbul’s crane manufacturers, who often deal with beams 12 meters or longer, stability is paramount.
The machine’s “bed” is typically a heavy-duty heat-treated steel frame designed to withstand the vibration of moving several tons of steel at high acceleration. The cutting head is a 5-axis or 6-axis 3D system. This allows the laser to not only cut perpendicular to the surface but to perform bevel cuts (V, Y, K, and X shapes). For crane manufacturing, where structural integrity depends on full-penetration welds, the ability to laser-cut a perfect 45-degree bevel on a 30mm flange is a game-changer. It eliminates the need for manual bevelling, which is both labor-intensive and prone to human error.
Precision Engineering for Istanbul’s Crane Industry
Crane manufacturing is an industry of tolerances. Whether it is an overhead crane for a shipyard in Tuzla or a precision gantry for a container terminal, the alignment of the long-travel and cross-travel components is critical. Any deviation in the I-beam profile can lead to premature wear on the crane wheels or, worse, structural fatigue.
The 30kW fiber laser offers a positioning accuracy of ±0.05mm over several meters. When processing the main girders or end carriages of a crane, this precision ensures that bolt holes, notched sections, and interlocking joints fit together perfectly during assembly. In the Istanbul market, where export quality is a primary driver, the “European Standard” finish provided by a high-power fiber laser allows local manufacturers to compete directly with German and Italian counterparts. The laser-cut edge is so clean that it can often move directly from the machine to the welding station without any chemical or mechanical cleaning.
The Role of Automatic Unloading in Throughput Optimization
A 30kW laser cuts so fast that the bottleneck often shifts from the cutting process to material handling. This is where the “Automatic Unloading” system becomes indispensable. In a traditional setup, once a beam is cut, the machine must stop while an overhead crane or a team of workers clears the parts. This can result in a 30-40% idle time for the laser.
Automatic unloading systems utilize a series of synchronized conveyors and hydraulic lifters. As the laser finishes the final cut on a segment of the I-beam, the unloading system supports the part, prevents it from dropping (which could damage the finish or the machine), and transports it to a designated sorting area. For Istanbul’s high-volume factories, this means the laser can begin processing the next beam immediately. This “continuous flow” philosophy is essential for meeting the tight deadlines typical of international infrastructure projects.
Software Integration: From CAD to Finished Beam
The intelligence of the 30kW profiler lies in its software. Modern machines are integrated with BIM (Building Information Modeling) and CAD/CAM software like Tekla Structures or SolidWorks. A crane designer in an office in Levent can export a complex I-beam design directly to the machine’s controller.
The software automatically calculates the nesting to minimize material waste—a crucial factor given the rising cost of high-grade steel. It also manages the complex kinematics of the 3D head to avoid collisions with the beam’s flanges during internal web cuts. For Istanbul manufacturers, this digital thread reduces the “tribal knowledge” required on the shop floor, allowing for consistent quality regardless of the operator’s experience level.
Thermal Management and Beam Quality
One might assume that 30kW of power would warp the steel due to heat. However, the opposite is often true. Because the 30kW laser cuts at such high velocities, the “dwell time” of the heat on any single point is extremely low. This results in a much smaller heat-affected zone compared to plasma or 6kW-10kW lasers.
To maintain this performance, these machines utilize advanced chilling systems and “bright-surface” cutting technologies. In Istanbul’s humid coastal climate, maintaining the integrity of the optics is vital. These machines are equipped with pressurized, filtered cutting heads to prevent dust and moisture from interfering with the beam, ensuring that the 30kW of power is delivered with surgical precision to the workpiece.
Economic Impact and Return on Investment (ROI)
The capital investment in a 30kW Fiber Laser Profiler is significant, but for Istanbul’s crane giants, the ROI is compelling. The math is driven by three factors: labor reduction, gas efficiency, and secondary process elimination.
1. **Labor:** One laser replaces multiple saw and drill stations, reducing the headcount required for prep-work.
2. **Gas:** High-power lasers can often use compressed air or high-pressure nitrogen to cut through thicknesses that previously required expensive oxygen setups, lowering the cost per meter.
3. **Speed:** A 30kW laser can cut through 20mm steel at speeds exceeding 4-5 meters per minute, whereas a lower-power laser or plasma would be a fraction of that.
In a competitive market like Turkey, the ability to bid on projects with lower lead times and higher precision is a strategic advantage that usually sees the machine pay for itself within 18 to 24 months of full-capacity operation.
The Future of Structural Fabrication in Turkey
As Istanbul continues to grow as a transcontinental logistics hub, the demand for sophisticated lifting equipment will only increase. The move toward 30kW fiber laser profiling is the first step toward the “Smart Factory” in the heavy-duty sector. We are already seeing the integration of AI-driven defect detection and automated scrap removal in these systems.
For the crane manufacturer, the 30kW Fiber Laser Heavy-Duty I-Beam Profiler is more than a tool; it is a statement of intent. It signifies a transition from traditional “blacksmith” roots to high-tech “photonics-based” manufacturing. By embracing automatic unloading and ultra-high power, Istanbul’s industrial sector is setting a new global benchmark for how the world’s most massive machines are built. In the high-stakes world of crane manufacturing, where safety and reliability are non-negotiable, the precision of the fiber laser is the ultimate guarantee of quality.