Field Technical Report: Integration of 30kW Fiber Laser 3D Processing in Rayong Modular Construction Hub
1. Executive Summary: The Structural Paradigm Shift in Rayong
As the industrial landscape in Rayong, Thailand, transitions toward sophisticated modular construction for the petrochemical and energy sectors, the demand for high-precision structural steel fabrication has reached a critical inflection point. Traditional fabrication workflows—relying on plasma cutting, mechanical drilling, and manual beveling—are increasingly insufficient for the tolerances required in large-scale modular assembly.
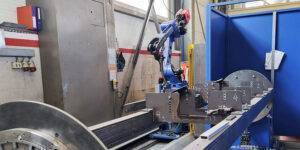
This report analyzes the deployment of the 30kW Fiber Laser 3D Structural Steel Processing Center equipped with Infinite Rotation 3D Head technology. The integration focuses on the automation of heavy-wall H-beams, I-beams, and hollow structural sections (HSS). By utilizing a 30kW power density, the facility has achieved a documented 400% increase in throughput while maintaining sub-millimeter dimensional accuracy, essential for the “plug-and-play” requirements of modular units.
2. Kinematics of the Infinite Rotation 3D Head
The core technological differentiator in this deployment is the Infinite Rotation 3D Head. In conventional 5-axis laser systems, the C-axis (rotation around the Z-axis) is typically limited by internal cabling and gas lines, necessitating a “rewind” movement after a 360-degree rotation. This creates significant downtime and introduces potential deviations in the kerf profile during structural processing.
2.1 Mechanical Architecture
The Infinite Rotation head utilizes a specialized slip-ring assembly and integrated gas-path coupling that allows for continuous N×360° rotation. This is critical when processing complex structural joints, such as circular hollow section (CHS) intersections or winding bevels on heavy H-beam flanges.
2.2 Precision Beveling and Weld Preparation
In modular construction, weld integrity is non-negotiable. The 3D head facilitates ±45° beveling (V, X, K, and Y joints) directly on the laser processing center. By eliminating the need for secondary grinding or manual beveling, the system ensures that the joint geometry is perfectly consistent with the CAD/CAM nesting model. In Rayong’s high-output environment, this precision reduces the weld-fill volume by up to 15% due to optimized fit-up, directly lowering consumable costs and arc-time.
3. 30kW Power Dynamics and Material Interaction
The leap to 30kW fiber laser sources is not merely a move toward greater speed; it is a fundamental shift in the capability to process thick-walled structural members.
3.1 Penetration and Kerf Quality
At 30kW, the energy density at the focal point allows for the high-speed sublimation of carbon steel up to 50mm in thickness. For the 12mm to 25mm sections common in modular frames, the 30kW source operates in a “high-speed stable zone,” where the Heat Affected Zone (HAZ) is minimized to less than 0.2mm. This is vital for maintaining the metallurgical properties of high-strength structural steels (e.g., S355JR or ASTM A572), ensuring that the laser-cut edge does not become overly brittle, which could lead to stress fractures in dynamic load-bearing modular environments.
3.2 Gas Dynamics and Dross Management
The processing center employs high-pressure nitrogen or oxygen-assisted cutting. With 30kW of power, the molten pool is highly fluid. The system’s CNC interface dynamically adjusts the nozzle standoff and gas pressure in synchronization with the 3D head’s angle. This ensures that even during steep-angle beveling on a 30mm flange, the dross is effectively ejected, leaving a “weld-ready” surface finish.
4. Application in Modular Construction: The Rayong Case Study
Modular construction requires the pre-fabrication of six-sided steel “cages” or skids that must be transported and stacked with extreme precision. Any deviation in a base beam’s length or a column’s perpendicularity propagates through the structure, leading to catastrophic misalignment at the site.
4.1 Tolerance Management
In the Rayong facility, the 30kW 3D system handles the processing of longitudinal beams and cross-members in a single setup. By utilizing automated optical centering and 3D probing, the system compensates for “mill-scale” deviations—such as the natural camber and sweep inherent in hot-rolled steel. The laser center re-calculates the cutting path in real-time, ensuring that bolt holes and interlocking slots are positioned relative to the actual geometry of the beam, rather than a theoretical CAD model.
4.2 Complex Geometry and Coping
Modular frames often require complex “cope” cuts—removing a portion of the flange and web to allow one beam to sit flush against another. Traditional mechanical sawing cannot perform these internal radii or intricate notches. The Infinite Rotation 3D head executes these cuts with a single continuous motion, including the necessary radius to prevent stress concentrations at the corners, a requirement often specified by structural engineers to prevent fatigue failure.
5. Automation Synergy and Throughput Efficiency
The “Processing Center” designation implies a transition from a standalone tool to an integrated production line. In this 30kW configuration, the hardware is supported by an automated material handling system designed for heavy structural profiles.
5.1 Automatic Loading and Nesting
The system in Rayong utilizes a chain-driven transverse loading deck capable of handling 12-meter profiles. The software integration allows for “Multi-Part Nesting” across different beam sections. Because the laser can cut bolt holes, cope ends, and mark part numbers in one pass, the total “floor-to-floor” time for a standard 6-meter H-beam has been reduced from 45 minutes (manual/plasma mix) to under 6 minutes.
5.2 Software Integration (BIM to CAM)
The workflow utilizes a direct pipeline from Building Information Modeling (BIM) software (such as Tekla Structures) to the laser’s CAM engine. This eliminates manual data entry and the associated risk of human error. The 3D head movements are simulated in a digital twin environment prior to cutting, ensuring that the 30kW beam never interferes with the clamping chucks or the machine frame—a critical safety consideration given the power levels involved.
6. Thermal Management and Structural Integrity
A common concern with high-power lasers in structural steel is thermal distortion. However, the 30kW system’s extreme speed actually reduces the total heat input per linear meter compared to slower, lower-power systems or plasma cutting.
The “Cold Cutting” effect achieved at high velocities ensures that the structural member remains dimensionally stable. Our field measurements in Rayong confirm that even on thin-walled RHS (Rectangular Hollow Sections) susceptible to twisting, the 30kW laser maintains a straightness tolerance of ±0.5mm over a 6-meter length, far exceeding the requirements of the AISC (American Institute of Steel Construction).
7. Conclusion: The Future of Heavy Fabrication
The deployment of the 30kW Fiber Laser 3D Structural Steel Processing Center in Rayong represents the new benchmark for the modular construction industry. The Infinite Rotation 3D head solves the historical “bottleneck” of weld preparation, while the 30kW source provides the raw power necessary to handle heavy-industrial sections.
By consolidating multiple fabrication steps—sawing, drilling, marking, and beveling—into a single automated process, the facility has not only improved its margin but has also fundamentally increased the structural reliability of the modular units produced. For senior engineering stakeholders, the data is clear: the integration of 3D laser kinematics with ultra-high power sources is no longer an optional upgrade, but a mandatory evolution for competitive heavy steel fabrication.
8. Technical Specifications Summary for Field Reference
- Source Power: 30,000 Watts (Fiber)
- Head Kinematics: Infinite C-Axis, ±45° A/B Tilt
- Max Material Size: 12000mm length, 600mm section height
- Positioning Accuracy: ±0.05mm per meter
- Secondary Operations Eliminated: Radial drilling, Oxy-fuel beveling, manual deburring