The Industrial Evolution of Dammam: From Traditional to Laser Precision
Dammam has long been the heartbeat of Saudi Arabia’s industrial sector, serving as a gateway for the oil, gas, and mining industries. Historically, the fabrication of heavy mining machinery relied on labor-intensive processes: manual layout, mechanical band sawing, and radial arm drilling. However, as the Kingdom moves toward the ambitious goals of Vision 2030, the demand for localized, high-efficiency manufacturing has surged.
The introduction of the 6000W Heavy-Duty I-Beam Laser Profiler represents a shift from subtractive to smart manufacturing. For companies located in the Dammam Second Industrial City, the ability to process massive structural steel components with a single machine is a game-changer. This technology replaces three to four separate traditional machines, reducing the footprint of the factory floor while exponentially increasing the precision of the final product.
Decoding the Power: Why 6000W is the Sweet Spot
In the realm of fiber lasers, power correlates directly with thickness and speed. For mining machinery, where I-beams and structural supports often feature wall thicknesses ranging from 10mm to 25mm, a 6000W fiber laser source is the optimal “sweet spot.”
A 6kW laser provides sufficient energy density to achieve a “keyhole” welding-like cutting effect, resulting in a narrow kerf and a minimal Heat Affected Zone (HAZ). In mining applications, preserving the metallurgical properties of the steel is vital. Excessive heat from plasma cutting or oxy-fuel can embrittle the edges of a support beam, leading to catastrophic failure under the high-vibration loads of a rock crusher. The 6000W fiber laser, however, moves at high speeds with such precision that the structural integrity of the I-beam remains uncompromised, while the edges remain smooth and burr-free, often eliminating the need for secondary grinding.
Engineering Excellence: The Heavy-Duty I-Beam Profiler Architecture
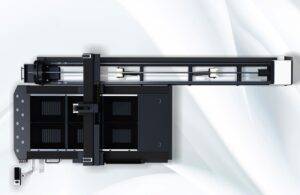
Unlike standard tube lasers, a “Heavy-Duty” I-beam profiler is engineered to handle the sheer mass of structural steel. A standard 12-meter I-beam can weigh several tons, requiring a machine bed designed with high-strength carbon steel plates, heat-treated to eliminate internal stresses.
The machine utilizes a sophisticated four-chuck or three-chuck system. These chucks provide the necessary torque to rotate heavy I-beams and H-beams with sub-millimeter accuracy. The “Heavy-Duty” designation also refers to the reinforced rollers and the pneumatic support systems that prevent “sagging” or “bowing” of the beam during the cutting process. In Dammam’s industrial facilities, where throughput is measured in tons per day, the rigidity of the machine bed ensures that the 6000W laser can operate at its peak acceleration without inducing vibrations that would degrade the cut quality.
The 3D Cutting Head: Mastering Complex Geometries
One of the most significant advantages of this profiler is the 5-axis or specialized 3D cutting head. Mining machinery components are rarely simple; they require complex miter cuts, “bird-mouth” joints for interlocking beams, and precision bolt holes.
The 6000W laser head is equipped with an auto-focusing mechanism that adjusts in real-time to the uneven surfaces of hot-rolled structural steel. When cutting through an I-beam, the laser must navigate the “web” and the “flanges,” which often vary slightly in thickness due to manufacturing tolerances. The software-driven 3D head compensates for these variances, ensuring that every bolt hole is perfectly circular and every bevel is at the exact angle required for high-strength welding.
Automatic Unloading: The Key to Continuous Operation
In a high-power laser environment, the bottleneck is rarely the cutting speed—it is the material handling. For 6-meter or 12-meter beams, manual unloading via overhead cranes is slow and presents significant safety risks to personnel.
The automatic unloading system integrated into these profilers utilizes a heavy-duty chain-driven or hydraulic lift mechanism. Once the 6000W laser completes its cycle, the unloading system synchronizes with the chucks to gently transition the finished profile onto a collection rack. This allows the machine to immediately begin loading the next raw beam. For a fabrication shop in Dammam, this means 24/7 operation with minimal downtime. Furthermore, it significantly reduces the risk of surface damage to the beams, which is critical when working with specialized alloys or pre-coated structural members used in corrosive mining environments.
Tailoring for Mining Machinery: Strength and Reliability
Mining machinery—such as vibrating screens, massive excavators, and underground shoring—operates under extreme stress. Every notch, hole, and cut in the structural frame is a potential stress concentrator.
By using a 6000W laser profiler, manufacturers can implement “tab-and-slot” designs. This allows heavy I-beams to interlock before welding, creating a self-jigging assembly that is significantly stronger than traditional butt-joint welding. The precision of the laser ensures that these joints fit with zero clearance, providing the structural rigidity required to withstand the seismic loads and constant vibrations inherent in mining operations in the Rub’ al Khali or the northern mining regions of the Kingdom.
Overcoming Environmental Challenges in Dammam
Operating a high-power 6000W laser in Dammam presents unique challenges, primarily related to extreme heat and high humidity. Fiber lasers are sensitive to ambient conditions; the laser source and the cutting head require precise temperature control.
To address this, heavy-duty profilers in the region are equipped with oversized industrial chillers and climate-controlled electrical cabinets. The “expert” configuration for a Dammam-based machine includes a dual-circuit cooling system—one for the laser source and another for the optics. Additionally, because Dammam can be prone to dust and sand, the machine’s guideways and bellows are typically reinforced and pressurized with clean air to prevent particulate ingress, ensuring the longevity of the rack-and-pinion systems.
The Economic Impact: Reducing Cost per Part
While the initial investment in a 6000W heavy-duty laser is significant, the reduction in “Cost per Part” (CPP) is dramatic. Traditional methods require multiple setups, manual measurements, and high labor costs. The laser profiler consolidates these into a single digital workflow.
By utilizing advanced nesting software specifically designed for beams, manufacturers in Dammam can minimize material waste—a crucial factor given the rising cost of high-grade structural steel. The ability to nest multiple different parts onto a single 12-meter I-beam ensures maximum utilization. When combined with the speed of a 6kW source and the efficiency of automatic unloading, the return on investment (ROI) is typically realized within 18 to 24 months, depending on production volume.
Future-Proofing Saudi Fabrication
As the mining sector in Saudi Arabia expands, particularly with the growth of Ma’aden and the exploration of new mineral belts, the technical requirements for machinery will only increase. The 6000W heavy-duty I-beam laser profiler is not just a tool for today; it is a platform for the future.
This technology allows Dammam-based fabricators to compete on a global scale, offering the precision of European or American manufacturing at local production speeds. As we integrate more AI-driven monitoring and IoT connectivity into these laser systems, the ability to predict maintenance and optimize cutting parameters in real-time will further solidify Dammam’s position as a regional hub for heavy industrial excellence.
In conclusion, the synergy of 6000W of fiber laser power, heavy-duty structural handling, and automated unloading creates a powerhouse of productivity. For the mining machinery sector in Dammam, this represents the ultimate solution for building the heavy-duty infrastructure that will drive the Kingdom’s industrial future.