The Evolution of Structural Fabrication in Edmonton
Edmonton has long been the heartbeat of Canada’s heavy industrial manufacturing. Historically, the city’s fabrication shops relied on plasma cutting or manual mechanical processes to shape the massive steel beams required for the energy sector. However, as offshore platforms move into deeper, harsher environments, the tolerances for structural integrity have tightened. Enter the 6000W CNC Beam and Channel Laser Cutter.
As a fiber laser expert, I have witnessed the transition from “good enough” plasma cuts to the “aerospace precision” of fiber lasers in structural steel. For Edmonton companies serving the offshore markets in the Atlantic or the Gulf of Mexico, the 6000W threshold is the “sweet spot.” It provides enough power to pierce thick-walled structural members while maintaining the high-speed efficiency that makes fiber lasers more economical than CO2 or plasma alternatives.
Unpacking the 6000W Power Advantage
In the realm of fiber lasers, wattage dictates both the speed of the cut and the maximum thickness of the material. A 6000W (6kW) laser source is uniquely suited for the structural sections typically found in offshore platforms. While 1kW or 2kW lasers are sufficient for sheet metal, the beams used in platform jackets, topsides, and subsea templates require the deep penetration capabilities of a 6kW oscillator.
The 6000W beam produces a high energy density that vaporizes steel almost instantaneously. This results in a significantly smaller Heat Affected Zone (HAZ) compared to plasma cutting. In offshore engineering, minimizing the HAZ is critical. Excessive heat can alter the metallurgical properties of the steel, leading to brittleness or reduced corrosion resistance—two factors that can lead to catastrophic failure in a salt-water environment. By using a 6000W laser, Edmonton fabricators ensure the structural integrity of the base metal remains intact.
The Necessity of ±45° Bevel Cutting for Offshore Platforms
Perhaps the most significant advancement in this technology is the 5-axis cutting head capable of ±45° beveling. In traditional fabrication, a beam would be cut to length, and then a secondary team would use hand-held grinders or torches to create the bevels required for welding. This manual process is prone to human error and inconsistency.
Offshore platforms are essentially massive jigsaw puzzles of steel. Every joint—whether it is a K-joint, a T-joint, or a Y-joint—requires precise beveling to allow for full-penetration welds. The CNC laser’s ability to execute a ±45° bevel during the initial cutting phase is a game-changer. It allows for:
- V-Prep, Y-Prep, and K-Prep Joints: Creating complex weld geometries automatically.
- Countersinking: Preparing holes for flush-mount bolting.
- Precision Fit-up: Reducing the gap between joined sections to microns, which significantly reduces the amount of weld filler metal required.
For an Edmonton shop, this means a beam can go from raw stock to a finished, weld-ready component in a single pass, bypassing several stages of manual labor.
CNC Integration: Precision Across Complex Geometries
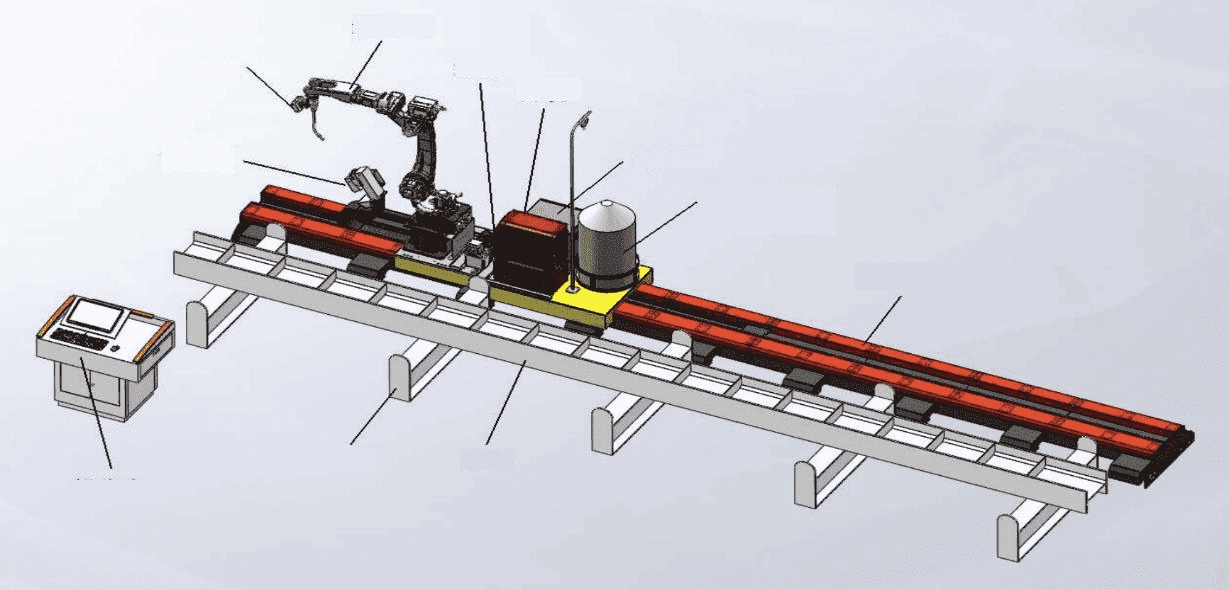
Structural steel is rarely straightforward. H-beams, I-beams, C-channels, and hollow structural sections (HSS) all present unique challenges for a cutting head. A CNC beam laser utilizes a sophisticated “chuck and feed” system or a robotic arm to rotate and move the material through the laser’s path.
The software integration is the “brain” of the operation. Modern CNC systems allow Edmonton engineers to import 3D CAD files directly from programs like Tekla or AutoCAD. The software then calculates the optimal nesting patterns to minimize waste—a crucial factor when dealing with the high-grade, expensive alloys often required for offshore specifications. The laser can cut bolt holes, cope ends, and etch part numbers for traceability in one continuous program. Traceability is particularly vital for offshore platforms, where every structural member must be documented for insurance and safety compliance.
Why Edmonton is the Ideal Hub for This Technology
Edmonton serves as a logistical and technical nexus. With proximity to the oil sands and a direct pipeline of skilled labor from institutions like NAIT and the University of Alberta, the city is uniquely positioned to adopt high-end CNC laser tech.
Fabricating for offshore platforms from an inland location like Edmonton might seem counterintuitive, but the city’s expertise in modular construction makes it a global leader. Many offshore components are built as modules in Alberta and then shipped via rail or heavy-haul trucks to coastal shipyards. The 6000W laser ensures that these modules are built with such precision that when they arrive at the coast, they fit together perfectly, avoiding the nightmare of “field fixes” on a shipyard floor or, worse, in the middle of the ocean.
Reducing the Cost of Quality
In the offshore industry, the cost of failure is astronomical. Therefore, the “cost of quality” is a major line item. Traditional cutting methods require extensive post-processing: grinding off dross (slag), cleaning up rough edges, and correcting dimensional inaccuracies.
The 6000W fiber laser produces a “clean” cut. The kerf (the width of the cut) is incredibly narrow, and the finish is often smooth enough to be painted or galvanized without further treatment. For an Edmonton-based contractor, this translates to fewer man-hours per ton of steel. Furthermore, the efficiency of the fiber laser—which converts electricity to light much more effectively than CO2 lasers—reduces the carbon footprint of the fabrication process, aligning with the green initiatives increasingly demanded by major energy companies.
Technical Challenges and Expert Solutions
Operating a 6000W laser in Edmonton’s climate requires specific considerations. Laser resonators are sensitive to temperature fluctuations. Expert installation involves closed-loop chilling systems to maintain the laser source at a constant temperature, regardless of whether it’s -30°C or +30°C outside.
Additionally, the choice of assist gas—oxygen or nitrogen—is critical. For offshore platforms, nitrogen cutting is often preferred for thinner sections to prevent oxidation on the cut edge, which can interfere with paint adhesion. For the thicker beams typical of 6000W applications, high-pressure oxygen is used to facilitate the chemical reaction needed to slice through heavy steel. An expert operator fine-tunes these parameters to ensure the edge quality meets DNV (Det Norske Veritas) or ABS (American Bureau of Shipping) standards.
The Future: Automation and Industry 4.0
The 6000W CNC Beam and Channel Laser is not just a tool; it is part of the Industry 4.0 revolution. These machines are increasingly equipped with sensors that monitor the health of the protective lens, the stability of the beam, and the precision of the bevel in real-time.
In Edmonton, we are seeing a move toward fully automated loading and unloading systems. Raw beams are loaded onto a conveyor, scanned for deviations in their straightness (camber and sweep), and the CNC program adjusts the cutting path on the fly to compensate. This level of automation ensures that even if a beam has a slight factory defect, the finished part will be perfectly within the required tolerances for the offshore rig it will eventually support.
Conclusion
The deployment of a 6000W CNC Beam and Channel Laser Cutter with ±45° beveling represents the pinnacle of structural steel processing. For Edmonton’s fabrication industry, it is a bridge to the global offshore market, providing a level of precision, speed, and reliability that was previously unattainable. By eliminating manual weld prep and reducing the heat-related stresses on structural steel, this technology ensures that the platforms of tomorrow are safer, stronger, and more efficient. As the energy sector continues to evolve, the precision of the fiber laser will remain the standard by which all heavy fabrication is measured.