Field Technical Report: Integration of 6000W 3D Structural Steel Processing in São Paulo Mining Infrastructure
1. Executive Summary: The Shift to Automated 3D Laser Processing
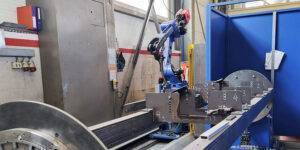
The mining machinery sector in São Paulo, Brazil, is currently undergoing a radical transition from conventional mechanical fabrication—characterized by sawing, radial drilling, and manual oxy-fuel bevelling—to integrated 3D fiber laser processing. This report evaluates the operational performance of a 6000W 3D Structural Steel Processing Center equipped with a specialized automatic unloading system. In the context of heavy-duty mining equipment (e.g., vibratory screens, heavy-duty conveyors, and crushers), the precision requirements for structural components have become more stringent to mitigate fatigue failure under cyclic loading. The deployment of 6000W fiber technology combined with 5-axis motion control addresses these requirements while significantly reducing the labor-intensive nature of material handling.
2. Technical Specifications of the 6000W Fiber Laser Source
The 6000W fiber laser source serves as the heart of the 3D processing center. Unlike lower-wattage systems, the 6000W threshold provides the necessary power density to maintain high feed rates on thick-walled structural profiles (H-beams, I-beams, and square tubing) common in mining infrastructure.
- Beam Quality (M²): The high-quality beam allows for a concentrated heat-affected zone (HAZ), which is critical for maintaining the metallurgical integrity of high-tensile steels often used in São Paulo’s heavy machinery fabrication.
- Piercing Efficiency: High-power frequency modulation enables “flash piercing,” reducing the time required to penetrate 16mm to 25mm steel sections, which are standard for mining chassis.
- Operating Costs: Compared to CO2 lasers or plasma cutting, the 6000W fiber source offers a wall-plug efficiency of approximately 35-40%, significantly lowering the per-part cost in high-volume production environments.
3. 3D Processing Dynamics and Kinematics
Structural steel for mining applications requires complex intersections, such as saddle cuts for pipe-to-pipe joints and miter cuts for heavy frames. The 3D processing head utilizes a minimum of five axes (X, Y, Z, A, B) to maintain the nozzle perpendicular to the material surface or at a programmed bevel angle.
In the São Paulo facility, the 3D head’s ability to execute +/- 45-degree bevel cuts is vital. This eliminates the need for secondary grinding operations before welding. By creating a precise V-groove or K-groove during the cutting phase, the processing center ensures full-penetration welds, which are essential for components subjected to the extreme vibrations found in ore-crushing environments.
4. Analysis of Automatic Unloading Technology
The most significant bottleneck in heavy structural steel processing is material handling. A 12-meter H-beam can weigh several tons, making manual or crane-assisted unloading a high-risk, low-efficiency task. The integrated automatic unloading system solves this through a series of synchronized hydraulic lifts and lateral discharge conveyors.
4.1. Precision Alignment and Support
As the laser head progresses along the beam, the unloading system utilizes servo-controlled support rollers that adjust their height in real-time. This prevents “sagging” of the profile, which would otherwise lead to geometric distortions in the cut path. For mining machinery frames, where a deviation of 1mm over 6 meters can lead to assembly failure, this constant support is non-negotiable.
4.2. Buffer Management and Cycle Time
The automatic unloading module allows for continuous “lights-out” operation. Once a section is completed, the system’s pneumatic grippers transfer the finished part to a lateral cooling rack while the next raw profile is simultaneously fed into the cutting zone. In field tests conducted in São Paulo, this parallel processing reduced the total cycle time per beam by 40% compared to systems requiring manual overhead crane intervention.
5. Application in Mining Machinery: Case Study São Paulo
The mining sector in Brazil demands equipment that can withstand abrasive environments and extreme mechanical stress. The 6000W 3D Processing Center has been applied specifically to the fabrication of “Vibratory Screen Side Plates” and “Conveyor Stringers.”
5.1. Geometric Complexity in Screen Plates
Vibratory screens require hundreds of bolt holes with high positional accuracy (±0.05mm). Traditional drilling methods suffer from tool wear and thermal expansion. The 6000W laser maintains consistent hole diameters across the entire 12-meter length of a beam, ensuring that high-strength bolts can be installed without “reaming” on the assembly floor.
5.2. Material Grade Challenges
Mining equipment often utilizes AR400 (Abrasion Resistant) or high-strength low-alloy (HSLA) steels. These materials are difficult to process with traditional mechanical tools. The fiber laser’s 1.07-micron wavelength is highly absorbed by these alloys, allowing for clean, dross-free cuts that do not compromise the hardness of the material at the edge.
6. Synergy Between Power and Automation
The integration of 6000W power with automatic unloading creates a “closed-loop” manufacturing environment. The software suite controlling the center (typically incorporating NESTING and CAD/CAM modules) automatically calculates the weight and center of gravity of each cut piece. This data is fed to the unloading system, which adjusts its clamping force and lift speed accordingly.
This synergy prevents mechanical shocks to the machine bed. When a heavy segment is severed, the unloading system “catches” the part with synchronized timing, preventing the “drop” that often damages laser nozzles or misaligns the machine’s linear guides.
7. Impact on Structural Integrity and Weldability
In the São Paulo engineering landscape, the quality of the “cut edge” is a primary metric. The 6000W 3D center produces a surface roughness (Ra) that often negates the need for post-cut machining. For the mining industry, this is crucial for:
- Fatigue Life: Smooth laser-cut edges have fewer micro-cracks than plasma or oxy-fuel edges, significantly extending the fatigue life of the structural frame.
- Weld Chemistry: The use of Nitrogen as a shielding gas in the 6000W system prevents oxidation of the cut edge. This ensures that the weld pool is not contaminated, maintaining the structural integrity of the joint under the heavy loads characteristic of mining operations.
8. Conclusion: The Future of Brazilian Steel Fabrication
The deployment of a 6000W 3D Structural Steel Processing Center with Automatic Unloading in São Paulo represents a maturing of the local manufacturing sector. By moving away from disjointed fabrication steps (sawing -> drilling -> bevelling) to a single-pass automated solution, manufacturers are achieving a level of precision that was previously unattainable.
The technical data confirms that the primary value-add lies not just in the speed of the 6000W laser, but in the mechanical synchronization of the unloading system. This automation ensures that the high-speed capabilities of the laser are not throttled by the physical limitations of material handling, allowing for a high-throughput, high-precision facility capable of meeting the rigorous demands of the global mining industry.