The Dawn of Ultra-High-Power Laser Processing in Rayong
Rayong has long been the industrial heartbeat of Thailand, serving as a critical node in the Eastern Economic Corridor (EEC). As the region undergoes a massive infrastructure overhaul—including high-speed rail links, expanded deep-sea ports, and complex highway interchanges—the demand for structural steel has reached an all-time high. Traditional fabrication methods, such as manual oxy-fuel cutting or conventional plasma systems, are increasingly viewed as bottlenecks. They lack the speed, precision, and edge quality required for modern bridge engineering specifications.
The introduction of the 30kW Fiber Laser Universal Profile Steel Laser System changes this dynamic. This is not merely an incremental upgrade; it is a technological leap. A 30kW system provides the “brute force” necessary to pierce through thick structural sections while maintaining the “surgical precision” of fiber optic technology. In a city like Rayong, where the maritime environment demands high-quality coatings and corrosion resistance, the clean, dross-free cuts produced by a 30kW laser are essential for long-term bridge durability.
Technical Mastery: Why 30kW is the New Standard for Heavy Profiles
In the world of fiber lasers, power correlates directly to both the thickness capacity and the feed rate. For years, 10kW and 12kW systems were the workhorses of the industry, but they struggled with the heavy-walled profiles used in bridge trusses and primary support beams. At 30kW, the energy density at the focal point is immense.
This power level allows the beam to create a stable “keyhole” effect even in thick-walled H-beams (up to 30mm-50mm wall thickness) and solid plates. The result is a cutting speed that can be 300% to 500% faster than a 12kW system on medium-thickness materials. Furthermore, the 30kW source allows for the use of compressed air or nitrogen as a shielding gas on thicknesses where oxygen was previously the only option. This results in a non-oxidized cutting edge, which is critical for bridge engineering because it eliminates the need for secondary grinding before welding or painting.
The “Universal Profile” Capability: Beyond Flat Plates
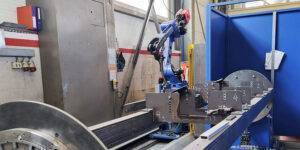
Bridge engineering rarely relies on flat plates alone. The complexity of modern cable-stayed or suspension bridges involves a sophisticated mix of H-beams, I-beams, C-channels, and rectangular hollow sections (RHS). The “Universal Profile” designation of this system refers to its multi-axis capability.
Equipped with a specialized 5-axis cutting head and a sophisticated chucking system, the machine can rotate and position large steel profiles with sub-millimeter accuracy. It can execute complex intersections, such as “fish-mouth” cuts for pipe-to-pipe joints or precision bolt holes in thick H-beam flanges. In traditional shops, these holes would be drilled and the profiles sawed; the 30kW laser performs all these operations in a single setup. This “one-hit” processing ensures that every component fits perfectly during site assembly, which is a massive cost-saver for bridge contractors in Rayong.
Automatic Unloading: The Key to Continuous Production
A 30kW laser cuts so fast that the bottleneck often shifts from the cutting process to the material handling process. In bridge engineering, we are dealing with profiles that can weigh several tons and measure up to 12 meters in length. Manually unloading these components using overhead cranes is slow, dangerous, and prone to damaging the finished parts.
The automatic unloading system integrated into the Rayong facility solves this. Using a series of synchronized hydraulic lifters and motorized conveyor buffers, the system can move a finished H-beam out of the cutting zone while simultaneously positioning the next raw profile. This ensures a nearly 100% duty cycle. For a bridge project requiring thousands of unique steel members, the automation of the unloading phase can shave hundreds of man-hours off the production schedule and significantly improve the safety profile of the factory floor.
Structural Integrity and the Heat-Affected Zone (HAZ)
In bridge engineering, the Heat-Affected Zone (HAZ) is a primary concern. Excessive heat input during the cutting process can alter the grain structure of the steel, leading to brittleness and potential fatigue failure under the cyclic loading of traffic.
High-power fiber lasers are advantageous here because of their speed. Because a 30kW laser moves across the material so rapidly, the duration of heat exposure is minimized. The “thermal footprint” is significantly narrower than that of plasma or oxy-fuel cutting. This preservation of the base metal’s metallurgical properties is a critical selling point for engineers designing bridges that must last 100 years in Thailand’s humid, salt-rich coastal air.
Bevel Cutting and Weld Preparation
Welding is the backbone of bridge construction. To achieve full penetration welds, the edges of thick steel profiles must be beveled (V, Y, or K-shaped joints). Traditionally, this was a secondary process involving hand-grinding or dedicated bevelling machines.
The 30kW Universal Profile system in Rayong features a 3D tilting head that allows for “on-the-fly” beveling. As the laser cuts the profile to length, it can simultaneously tilt to create the required weld prep angle. The precision is staggering—the laser can maintain a consistent bevel angle even across the transition from the web to the flange of an H-beam. This level of accuracy ensures that when the pieces arrive at the bridge site, the weld gaps are uniform, leading to higher-quality welds and fewer failures during X-ray inspections.
Economic Impact on the Rayong Industrial Sector
The investment in a 30kW system is substantial, but the ROI (Return on Investment) in the context of bridge engineering is clear. By consolidating sawing, drilling, and bevelling into a single laser process, manufacturers in Rayong can reduce their footprint and labor costs.
Moreover, the efficiency of the 30kW laser reduces the “cost per part.” While the machine consumes more electricity than a lower-power unit, its significantly higher output means the energy consumed per meter of cut is actually lower. In the competitive landscape of the EEC, where Thai fabricators are competing for international tenders, this efficiency allows local firms to bid more aggressively on global infrastructure projects, positioning Rayong as a hub for high-tech steel fabrication.
The Future: Smart Fabrication and Digital Twins
The 30kW system in Rayong is fully integrated into a digital workflow. Engineers can feed BIM (Building Information Modeling) data directly into the laser’s software. This “Digital Twin” approach means that the bridge is built virtually before the first piece of steel is cut.
The software optimizes the nesting of parts on the profiles to minimize scrap, and the laser’s sensors monitor the cutting process in real-time, adjusting parameters to compensate for any variations in the steel’s composition. This level of data integration ensures that every beam used in a bridge project is tracked, verified, and cut to the exact specifications required by the structural designers.
Conclusion: Bridging the Gap with Light
The installation of the 30kW Fiber Laser Universal Profile Steel Laser System with Automatic Unloading represents the future of bridge engineering in Rayong. It is a marriage of extreme power and delicate control. By automating the most dangerous and time-consuming aspects of structural steel fabrication, and by providing a level of precision that was previously impossible, this system allows engineers to push the boundaries of bridge design. As Thailand continues to build its future, the 30kW fiber laser stands as the foundational tool that will cut the steel for the iconic structures of tomorrow.