The Industrial Evolution: Why 30kW Matters for Houston Shipyards
Houston has long been the beating heart of the American energy and maritime sectors. However, the shipbuilding yards along the Houston Ship Channel have historically struggled with the limitations of thermal cutting. Traditional plasma cutting, while effective for thick materials, often leaves a significant heat-affected zone (HAZ) and dross that requires hours of manual labor to grind away before welding can commence.
The arrival of the 30kW fiber laser has changed the calculus. At 30,000 watts, the laser density is sufficient to vaporize thick-walled structural steel almost instantly. For a shipyard, this means the ability to cut through H-beams, I-beams, and heavy channels with wall thicknesses exceeding 25mm at speeds that were previously unthinkable. This power isn’t just about speed; it’s about the quality of the edge. A 30kW laser produces a finished surface that is weld-ready the moment it leaves the machine bed, drastically shortening the production cycle for massive vessel hulls and offshore platforms.
Precision 3D Profiling for Complex Structural Members
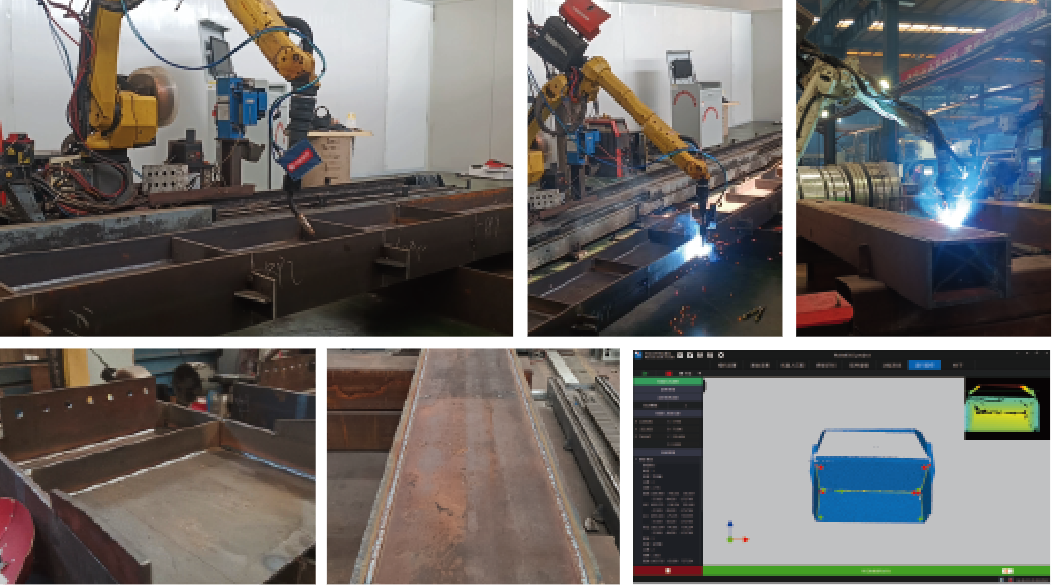
Unlike flat-bed lasers designed for sheet metal, the Heavy-Duty I-Beam Laser Profiler is a multi-axis marvel. Structural steel in shipbuilding is rarely about straight lines. It involves complex coping, miter cuts, bolthole patterns, and intricate cutouts for piping and electrical runs to pass through the ship’s skeleton.
The 30kW profiler utilizes a 5-axis or 6-axis cutting head capable of tilting and rotating around the beam. This allows for high-precision beveling, which is essential for V-groove and K-groove weld preparations. In Houston’s high-stakes maritime environment, where structural integrity is non-negotiable, the ability to laser-cut a bevel directly onto a 24-inch I-beam ensures that the subsequent robotic welding cells can operate with perfect fit-up, reducing the risk of structural failure and enhancing the longevity of the vessel.
The Economics of Efficiency: Zero-Waste Nesting Technology
In a shipyard, steel is the single largest material cost. Conventional structural cutting often leaves “drops” or remnants—sections of beams that are too short to be loaded into the machine but too long to be ignored as scrap. Over a year, a large yard might lose hundreds of thousands of dollars in “skeleton” waste.
“Zero-Waste” nesting technology is the software and mechanical soul of the 30kW profiler. This system uses advanced algorithms to “thread” parts together on a single length of raw material. More importantly, the hardware is designed with a multi-chuck system (often three or four independent chucks) that can pass the beam through the cutting zone with zero “dead zone.”
Traditional machines require a certain amount of material for the chuck to grip, meaning the last 15–20 inches of a beam are often wasted. The Zero-Waste system rotates and hands off the beam between chucks, allowing the laser to cut right up to the very edge of the stock. For a Houston shipyard processing thousands of tons of steel annually, the move from 5% waste to near 0% waste translates directly into millions of dollars in bottom-line savings.
Thermal Management and the 30kW Power Density
One might assume that 30kW of power would warp a structural beam due to intense heat. However, the physics of fiber lasers works in the fabricator’s favor. Because the 30kW beam is so concentrated and moves at such high velocities, the “dwell time” on any specific point of the metal is incredibly short.
This results in a much smaller heat-affected zone compared to plasma or oxy-fuel. In shipbuilding, where the metallurgical properties of the steel must be maintained to withstand the corrosive and high-pressure environments of the Gulf of Mexico, this is a critical advantage. The steel retains its grain structure and tensile strength, and the lack of warping ensures that modular sections of a ship fit together perfectly during the “grand block” assembly phase.
Houston’s Specialized Labor and the Shift to Automation
The Houston labor market is highly skilled but currently faces a shortage of veteran manual welders and fitters. The 30kW I-Beam Profiler addresses this by shifting the burden of precision from the operator’s hand to the machine’s code.
By integrating the profiler with Tekla or AutoCAD structural designs, the shipyard can move directly from a 3D model to a finished cut part. This “Digital-to-Steel” workflow minimizes human error. In the context of a Houston shipyard, where multiple subcontractors often work on different sections of a vessel, the standardized precision of a 30kW laser ensures that a bulkhead cut on Monday will fit perfectly with a longitudinal frame cut on Friday, regardless of who was operating the machine.
Infrastructure Requirements: The 30kW Ecosystem
Operating a 30kW laser in a Houston environment requires more than just the machine. The high humidity and ambient temperatures of the Texas coast necessitate robust industrial chillers to keep the fiber source and the cutting head at a stable temperature.
Furthermore, the 30kW output requires high-purity assist gases—typically Nitrogen or Oxygen. Most modern Houston facilities are installing bulk liquid gas tanks to keep up with the consumption rates of high-power cutting. The machine also requires a heavy-duty dust collection and filtration system. Cutting 30kW of steel creates significant particulate matter; to remain compliant with EPA and OSHA regulations in the Port of Houston area, these profilers are equipped with high-efficiency particulate air (HEPA) filtration that keeps the shipyard air clean.
The Future: Modular Shipbuilding and Laser Scalability
The trend in maritime construction is toward modularity—building large sections of a ship in a controlled shop environment before moving them to the dry dock. The 30kW Heavy-Duty I-Beam Laser Profiler is the ultimate tool for this methodology. It allows for the mass production of “kits.” A shipyard can cut every structural member for a specific deck in one shift, label them with automated inkjet marking or laser etching (integrated into the cutting head), and send the complete kit to the assembly floor.
As Houston continues to position itself as a leader in the energy transition—including the fabrication of offshore wind turbine foundations and hydrogen transport vessels—the demand for heavy-duty laser profiling will only grow. The 30kW threshold is no longer the “ceiling” of technology; it is the new “baseline” for any yard that intends to remain competitive in a global market.
Conclusion: The Competitive Edge on the Gulf Coast
Investing in a 30kW Fiber Laser Heavy-Duty I-Beam Laser Profiler with Zero-Waste Nesting is a strategic move that addresses the three primary challenges of modern shipbuilding: speed, precision, and material cost. For Houston-based yards, this technology offers a way to combat rising steel prices and labor shortages while simultaneously increasing the quality of the vessels produced.
The “Zero-Waste” feature alone pays for the machine’s footprint over time, but the true value lies in the total transformation of the fabrication workflow. By eliminating secondary processes, ensuring perfect fit-up for robotic welding, and maximizing the utility of every inch of steel, Houston shipyards are not just keeping pace with global competitors—they are setting the new standard for maritime engineering excellence. The roar of the 30kW laser is the new sound of productivity on the Houston Ship Channel.