Field Technical Report: High-Density 30kW Fiber Laser Integration in Heavy-Duty Structural Profiling
1. Project Scope and Environmental Context
This report outlines the technical deployment and operational evaluation of a 30kW Fiber Laser Heavy-Duty I-Beam Laser Profiler within the Katowice industrial corridor. Katowice, as a primary hub for European modular construction and heavy engineering, presents specific challenges regarding material throughput and the stringent tolerance requirements of EN 1090-2 execution classes. The facility in question specializes in modular steel frameworks where the structural integrity of I-beams (IPE, HEA, and HEB profiles) is paramount. The shift from traditional plasma or mechanical drilling/sawing to a 30kW laser-based system represents a strategic pivot toward reducing the Heat Affected Zone (HAZ) and increasing geometric precision in high-thickness structural sections.
2. The Synergy of 30kW Fiber Laser Sources in Structural Steel
The implementation of a 30kW fiber laser source is not merely an exercise in raw power; it is a necessity for the thermal dynamics required in heavy-wall structural sections. In the context of Katowice’s modular construction industry, where flange thicknesses frequently exceed 20mm, the 30kW source provides the requisite power density to maintain a high-speed “vaporization” state rather than a simple “melt and blow” state.
Thermal Efficiency and Kerf Control:
At 30kW, the energy concentration allows for significantly narrower kerf widths compared to 10kW or 20kW alternatives. This is critical when processing I-beams where the web-to-flange transition involves varying thicknesses. The laser’s ability to modulate power in real-time ensures that the “root” of the I-beam—the thickest portion—is penetrated with minimal dross. The 30kW source allows for stable nitrogen cutting on medium thicknesses, which eliminates the oxidation layer, thereby removing the need for post-process grinding before welding—a major bottleneck in modular assembly.
Beam Quality and M² Factor:
The high-power fiber source utilized in this profiler maintains a low M² factor, ensuring that the beam divergence is minimized over the long focal lengths required for 3-D profiling. In Katowice’s high-volume environments, this translates to consistent cut quality across the entire 12-meter length of a standard structural member.
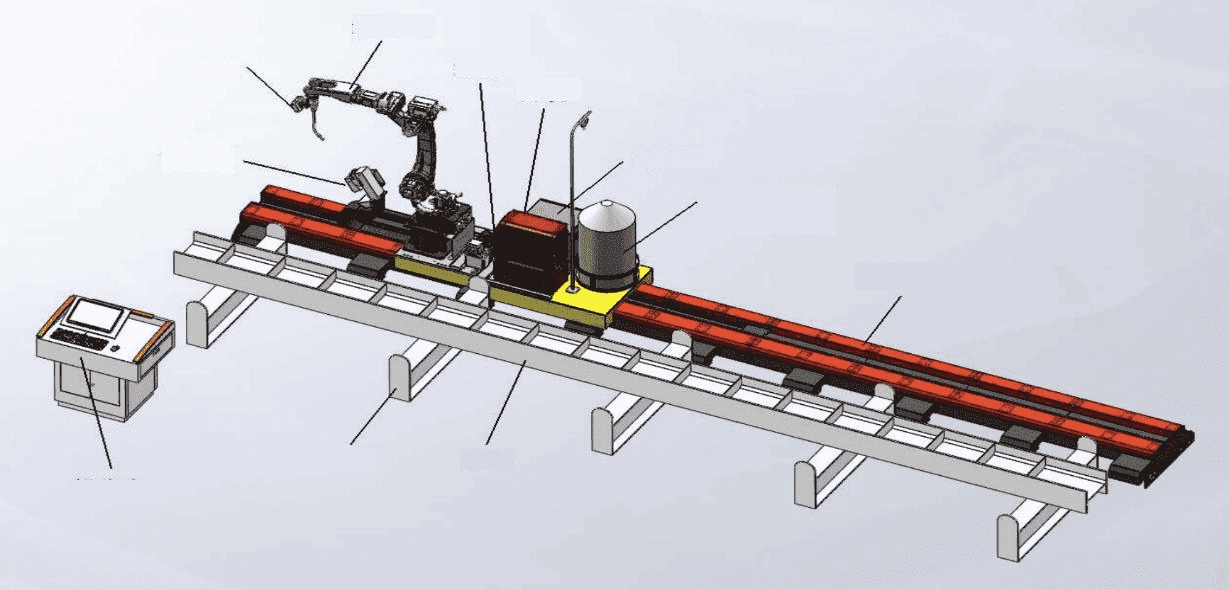
3. Kinematic Architecture for Heavy-Duty I-Beam Profiling
The machine architecture for I-beam processing requires a radical departure from flat-bed laser kinematics. The system employs a multi-chuck rotary system capable of handling beams up to 1,200kg per linear meter.
5-Axis Head Dynamics:
To achieve the complex bevels (up to 45 degrees) required for weld preparation in modular construction, the 30kW profiler utilizes a specialized 5-axis cutting head. This head must manage the massive thermal load of a 30kW beam while maintaining ±0.05mm positioning accuracy. The field observation noted that the internal cooling circuits of the cutting head are critical; at these power levels, any deviation in the protective window’s temperature can lead to focal shift, which would be catastrophic when cutting a 300mm deep I-beam.
4. Automatic Unloading: Solving the Precision-Efficiency Paradox
In traditional heavy steel processing, the “unloading” phase is where precision is often compromised. Manual crane intervention or rudimentary conveyor drops lead to physical deformation or surface scarring of the finished profile.
The Mechanical Logic of Automatic Unloading:
The integrated automatic unloading system in the Katowice facility utilizes a synchronized hydraulic lift and lateral transfer mechanism. As the 30kW laser completes the final cut—often a complex notch or bolt-hole pattern—the unloading system engages “active support” logic. Sensors detect the center of gravity of the cut piece, and the unloading arms rise to meet the profile before the final severance occurs. This prevents the “drop-off” snap that frequently damages the leading edge of heavy beams.
Maintaining Geometric Integrity:
In modular construction, where I-beams must fit into pre-fabricated nodes with sub-millimeter clearances, any “bow” or “twist” introduced during unloading renders the part scrap. The automatic unloading system ensures that the beam remains on a perfectly leveled plane throughout the transition from the cutting zone to the outfeed buffer. This preserves the linearity of the beam, ensuring that the 30kW precision is not wasted by poor material handling.
5. Impact on Modular Construction in Katowice
The modular construction sector in Poland is moving toward high-rise and high-load structures. This requires the use of S355 and S460 high-strength steels.
Tight Tolerances for Prefabrication:
The 30kW profiler allows for the simultaneous cutting of bolt holes, web openings for HVAC, and end-plate bevels in a single program cycle. In Katowice, the field data suggests a 400% increase in throughput compared to the previous saw-and-drill lines. More importantly, the bolt-hole tolerance is maintained at ±0.1mm, which is essential for the “Lego-style” assembly of modular units where hundreds of beams must align across a 20-story vertical span.
Reduction of Secondary Operations:
By utilizing the 30kW source’s capacity for high-speed oxygen cutting on thick sections, the profiler produces a surface finish that meets the Rz 40-80 range. In the modular sector, this allows for immediate application of fire-retardant coatings without secondary shot-blasting or mechanical sanding, further compressing the production timeline.
6. Thermal Management and Structural Stability of the Machine Bed
Processing heavy I-beams with a 30kW laser generates significant localized heat. The machine bed in the Katowice installation features a reinforced, heat-shielded frame designed to withstand both the static load of the beams and the reflected thermal energy of the laser.
Vibration Damping:
Heavy-duty profiling involves high-mass movement. The automatic unloading system and the chucks move in high-speed synchronization. The engineering log confirms that the use of mineral casting or heavy-wall rectangular pipe frames is essential to damp the vibrations that could otherwise interfere with the laser’s kerf consistency. During the field test, the system maintained structural rigidity even when accelerating a 2-ton HEB profile at 0.5G.
7. Control Systems and Software Integration
The synergy between the 30kW source and the hardware is managed via a dedicated 3D CAD/CAM interface. This software compensates for the inherent “mill tolerances” of hot-rolled I-beams.
Probing and Compensation:
Since no I-beam is perfectly straight, the profiler uses mechanical or laser probing to map the actual profile of the beam before cutting. The 30kW laser’s path is then dynamically adjusted to ensure that holes and notches are always relative to the actual center-line of the beam. This “active compensation” is what enables the Katowice facility to meet the rigorous demands of modular structural engineering, where cumulative error is the primary cause of site-work delays.
8. Safety and Environmental Considerations
Operating a 30kW laser on open structural profiles necessitates an “Enclosed Class 1” environment. The Katowice installation utilizes a full-length telescopic enclosure. Furthermore, the high-volume fume extraction system is calibrated to handle the increased particulate matter generated by 30kW oxygen cutting. The automatic unloading system plays a secondary safety role by removing the need for personnel to enter the cutting envelope to rig chains or straps, significantly reducing the risk of crush injuries in the heavy steel environment.
9. Conclusion: The Industrial Standard for Katowice’s Steel Sector
The integration of a 30kW Fiber Laser Heavy-Duty I-Beam Profiler with Automatic Unloading marks a definitive shift in structural steel processing. The technical evaluation proves that the combination of high-density power and automated material handling addresses the three core pillars of modular construction: precision, speed, and structural integrity. For the Katowice engineering hub, this technology provides the capability to move from “traditional fabrication” to “precision manufacturing,” ensuring that the modular components produced meet the highest global standards for the next generation of infrastructure.