In smart industrial automation, the adoption of a professional robot laser welding machine setup has transformed structural assembly yards. By merging high-density fiber laser power sources with agile multi-axis articulated arm kinematics, modern fabrication lines can bypass traditional manual bottlenecks. This advanced union creates deep-penetration welds with exceptional travel velocity, delivering structural integrity unmatched by legacy systems.
PCL GROUP’s automated laser welding systems are precisely tailored to execute repeatable macro-trajectories. Driven by responsive digital control architecture, these integrated work cells allow manufacturing workshops to process high-volume configurations while maintaining total weld cosmetic excellence, positioning our systems at the absolute forefront of industrial joining tech.

Technical Comparison: Robotic Laser Welder vs. Traditional MIG/TIG Arc Robots
To properly quantify why facilities are migrating toward robotic fiber laser joining lines, consider this empirical data framework:
| Performance Parameter Metrics | PCL Robot Laser Welding Cells | Standard Robotic TIG / MIG setups |
|---|---|---|
| Average Processing Velocity | Up to 3.0 – 5.0 meters per minute | Rarely exceeds 0.5 – 1.2 meters per minute |
| Heat-Affected Zone (HAZ) | Ultra-narrow localized micro-footprint | Wide thermal footprint causing sheet warping |
| Secondary Edge Buffing | 0% Required; smooth cosmetic face | Heavy dross/splatter requiring manual grinding |
| Wobble Head Wave Integration | Integrated (0mm – 5mm adjustable width) | Not applicable; requires physical wire oscillation |
| Long-term Tool Consumable Costs | Extremely minimal (protective laser lens only) | Frequent copper tips, gas nozzles, and wire line wear |
Expanding Fields of Robot Laser Welding Machine Applications
Due to the focused concentration of thermal energy, automated robot laser welding machine applications span across multiple high-stakes global sectors:
Architectural Breakdown of a Turnkey Robot Laser Welder
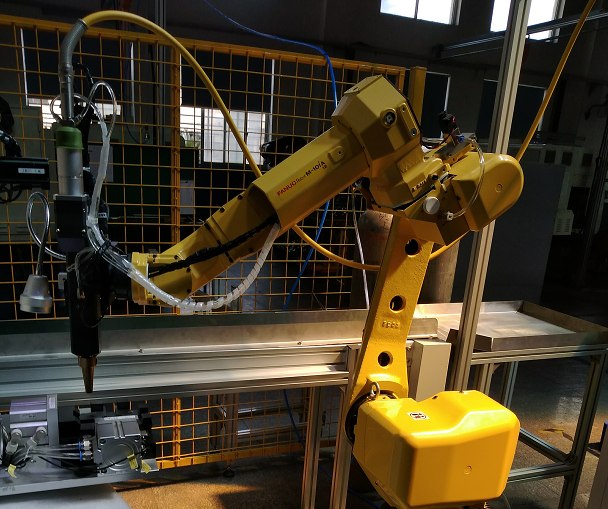
A high-stability robot laser welding machine relies on synchronized communication across five core structural sub-assemblies:
- 6-Axis Articulated Manipulator Body: The primary physical arm driven by high-torque internal AC servo motors. It structures the multi-joint movement path to sweep the torch gun head into precise cross-axis angles.
- Centralized Processing Control Cabinet: Operating as the core neurological node, this housing processes path trajectories and synchronizes gas flow delay relays instantly.
- Fiber Resonator Power Delivery: Provides continuous, stable laser wave emissions through highly flexible armored optic delivery lines directly to the focus lens.
- Intelligent Optoelectronic Seam Tracker: Real-time laser profiling sensors that scan fit-up gap variations, altering arm paths dynamically to prevent joint deviation.
- Pneumatic Clamping Fixtures: Heavy-duty automated clamping tables designed to keep structural profiles locked flat throughout high-speed thermal cycles.
Streamlined Path Trajectory Programming
Traditional programming required operators to manually guide the welding robot arm through tedious step-by-step physical positioning macros. PCL GROUP's modern control matrices retain this standard manual-pendant backup while prioritizing advanced offline programming. The automated software platform processes workpiece geometries, calculates dynamic laser power pulsing corresponding to corner deceleration shifts, and automatically generates seamless G-code execution streams for non-stop factory floor performance.
Request a Customized Robotic Welding Cell Feasibility Study
Need specialized advice on processing thin-gauge aluminum sheets, laser wobble oscillation parameter boundaries, or offline CAD macro integration? Contact PCL GROUP’s automation squad today.













