The Dawn of Ultra-High Power: Why 30kW Matters for Hamburg
In the heart of Hamburg’s industrial landscape, the deployment of a 30kW fiber laser is not merely an incremental upgrade; it is a fundamental technological leap. For decades, structural steel for major hubs like Hamburg Airport (HAM) relied on plasma cutting or mechanical processing. However, as architectural designs become more ambitious—featuring sweeping curves, cantilevered roofs, and immense load-bearing requirements—the limitations of traditional methods become apparent.
A 30kW fiber laser source provides a power density that allows for “vaporization cutting” on thicknesses that were previously the sole domain of oxy-fuel or plasma. In airport construction, where thick-walled carbon steel (often exceeding 25mm to 50mm) is standard for primary supports, the 30kW source ensures a narrow kerf and a minimal Heat Affected Zone (HAZ). This is critical for the structural integrity of the steel, as excessive heat can alter the metallurgical properties of the alloy, potentially leading to embrittlement—a risk that is unacceptable in high-traffic public aviation spaces.
Furthermore, the speed of a 30kW system on 12mm to 20mm secondary structural members is four to five times faster than a 6kW or 12kW system. In a city like Hamburg, where logistics and project timelines are tightly managed to minimize disruption to flight schedules, this throughput is a decisive competitive advantage.
Mastering the Third Dimension: 3D Structural Processing
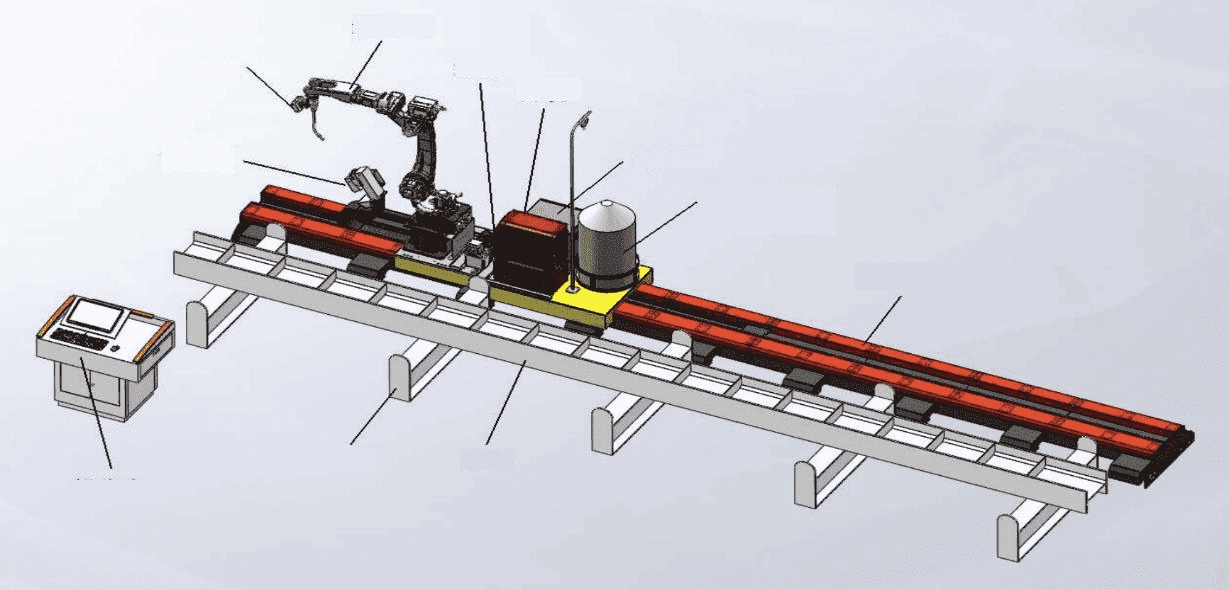
Unlike traditional flat-bed lasers, a 3D Structural Steel Processing Center is designed to handle long-form profiles—beams up to 12 meters in length. The system utilizes a sophisticated chuck and roller assembly to rotate and feed massive I-beams and rectangular tubes through the cutting zone.
In the context of airport terminals, columns are rarely simple vertical posts. They often serve as aesthetic focal points, requiring complex intersections, “bird-mouth” joints for tubular trusses, and intricate bolt-hole patterns for modular assembly. The 3D processing capability allows the laser to move around the profile, cutting on all four sides and even the internal webs of H-beams in a single pass. This ensures that every component arrives at the Hamburg construction site ready for immediate “Lego-style” assembly, with tolerances measured in tenths of a millimeter rather than centimeters.
The ±45° Bevel: Revolutionizing Weld Preparation
The most significant bottleneck in heavy steel fabrication has historically been weld preparation. For the massive joints required in airport hangars, steel edges must be beveled to create “V,” “Y,” or “K” shaped grooves to ensure full-penetration welds. Traditionally, this was done manually with grinders or via secondary milling machines—a process that is labor-intensive, dusty, and prone to human error.
The 30kW processing center in Hamburg features a specialized 5-axis cutting head capable of ±45° beveling. This allows the laser to cut the profile and the weld bevel simultaneously. Because the laser is controlled by sophisticated CNC software integrated with BIM (Building Information Modeling) data, the bevel angle can vary dynamically along a single cut path.
For the complex geometric nodes found in Hamburg’s newest terminal extensions, this means that two intersecting tubes can be cut with perfectly compensating bevels, ensuring a seamless fit and optimal weld volume. This not only saves hundreds of man-hours but also reduces the amount of welding wire required, as the precision of the fit-up minimizes the “gap” that needs to be filled.
Engineering for the Hamburg Airport Context
Airport construction presents unique challenges: high wind loads due to the flat coastal geography of Northern Germany, the need for expansive clear-span spaces, and rigorous European safety certifications (EN 1090-2). The steel processed by the 30kW laser meets these challenges head-on.
The precision of laser-cut bolt holes is a specific highlight. In airport structures, vibrations from aircraft and ground support equipment can lead to fatigue in bolted connections if the holes are not perfectly cylindrical and aligned. While plasma often leaves a slight taper in the hole, the 30kW fiber laser, with its superior beam quality (BPP), produces perfectly perpendicular holes even in thick plates. This ensures that the high-strength friction grip (HSFG) bolts used in the Hamburg project perform exactly as the structural engineers intended.
Moreover, the aesthetic requirements of modern aviation hubs cannot be ignored. Hamburg Airport’s architecture often emphasizes transparency and lightness. Using a laser allows for the use of “tapered beams” and perforated structural elements that maintain strength while reducing visual weight—something that is cost-prohibitive with traditional sawing and drilling.
Software Integration: From Digital Twin to Physical Steel
The 30kW center in Hamburg operates on a “digital-to-steel” workflow. Engineers at the airport project provide Tekla or Revit files, which are fed directly into the laser’s nesting software. The software automatically calculates the most efficient way to cut the parts from standard steel lengths to minimize scrap—a vital consideration given the fluctuating costs of raw materials.
This integration extends to “Point-Cloud Calibration.” Since large structural beams are rarely perfectly straight from the mill (they often have slight “bow” or “twist”), the 30kW 3D system uses touch probes or laser sensors to map the actual topography of the beam before cutting. The CNC controller then adjusts the cutting path in real-time to compensate for these deviations. This level of intelligence ensures that even if a 12-meter H-beam has a slight factory curve, every cut and hole will be perfectly positioned relative to the beam’s true center.
Efficiency and Sustainability in the Hamburg Industrial Hub
Hamburg is a city committed to green energy and sustainable industry. The transition from CO2 lasers or plasma to 30kW fiber laser technology aligns perfectly with these goals. Fiber lasers boast a wall-plug efficiency of approximately 40-45%, compared to the 10% efficiency of older CO2 technology.
Furthermore, the laser cutting process is significantly “cleaner” than plasma. When equipped with high-efficiency dust extraction and filtration systems, the environmental impact on the Hamburg facility is minimal. The reduction in secondary processing (grinding, cleaning) also means less noise pollution and a safer, more ergonomic environment for the technicians operating the center.
Conclusion: The Future of Infrastructure Fabrication
The 30kW Fiber Laser 3D Structural Steel Processing Center is more than a machine; it is a catalyst for a new era of infrastructure. As Hamburg continues to expand its role as a global aviation and logistics hub, the ability to fabricate steel with this level of power, precision, and versatility is indispensable.
By mastering the ±45° bevel and the complexities of 3D profile cutting, this facility ensures that the steel skeletons of tomorrow’s airports are stronger, more beautiful, and more efficient than ever before. For the engineers and architects in Hamburg, the 30kW laser has turned the most challenging structural designs into a tangible reality, setting a new benchmark for the German construction industry.