Field Technical Report: Implementation of 20kW 3D Structural Steel Processing in Hamburg Power Tower Fabrication
 1. Executive Summary and Site Overview
1. Executive Summary and Site Overview
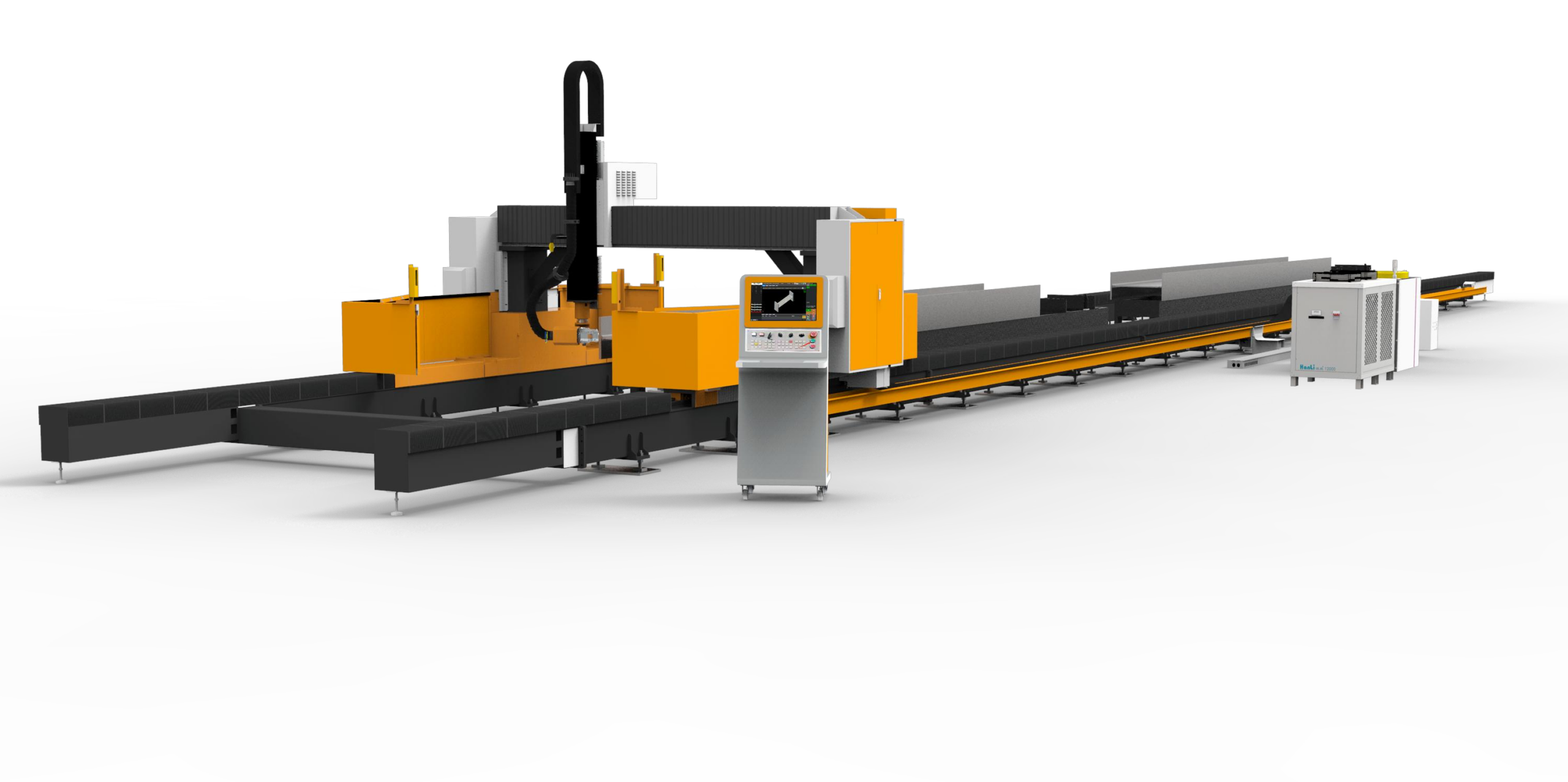
The following report evaluates the deployment of a 20kW 3D Structural Steel Processing Center equipped with Infinite Rotation 3D Head technology at a high-capacity fabrication facility in Hamburg, Germany. The primary objective of this installation is the high-precision production of lattice components and structural hollow sections for high-voltage (380kV) power transmission towers. Given Hamburg’s proximity to the North Sea, the structural requirements for these towers are governed by extreme wind load calculations and rigorous anti-corrosion standards. The integration of 20kW fiber laser technology marks a transition from conventional mechanical sawing and plasma cutting to high-speed, multi-axis thermal processing.
2. The Kinematics of the Infinite Rotation 3D Head
In structural steel processing, the primary bottleneck has historically been the limitation of the cutting head’s range of motion. Traditional 5-axis heads often require a “rewind” cycle to prevent the twisting of internal gas and fiber optic lines. In a high-throughput environment like power tower fabrication—where complex intersecting cuts (fish-mouth joints) and multi-sided bevels are common—this downtime is non-negligible.
The Infinite Rotation 3D Head utilizes a specialized slip-ring or rotary union assembly for gas, electrical, and cooling channels, allowing the A and B axes to rotate without mechanical limit. This enables continuous path contouring. For power towers, which utilize L-profiles, CHS (Circular Hollow Sections), and RHS (Rectangular Hollow Sections), the ability to perform a 360-degree bevel cut around a joint interface ensures a perfectly calibrated weld preparation. This is critical for achieving the full-penetration welds required under Eurocode 3 (EN 1993) for fatigue-resistant structures.
3. 20kW Fiber Laser Dynamics in Heavy Structural Sections
The transition to a 20kW power source is not merely an increase in speed; it is a fundamental shift in the material-energy interaction. In the Hamburg facility, we are processing carbon steel (S355J2+N) with wall thicknesses ranging from 10mm to 25mm for lattice members, and up to 40mm for base plate connections.
- Reduced Heat Affected Zone (HAZ): The high power density of a 20kW source allows for significantly higher feed rates compared to 6kW or 10kW systems. This velocity minimizes the time for thermal conduction into the surrounding base metal, resulting in a narrower HAZ. This is vital for maintaining the metallurgical integrity of the grain-refined steels used in transmission towers.
- Kerf Verticality and Surface Roughness: At 20kW, the melt-ejection dynamics are optimized. High-pressure nitrogen or oxygen-assisted cutting achieves a surface roughness (Rz) that often eliminates the need for post-cut grinding before galvanization. In the saline environment of Northern Germany, edge quality is the primary determinant of galvanization adhesion and long-term corrosion resistance.
- Piercing Efficiency: The 20kW source reduces piercing time on 20mm plate from several seconds to a sub-second burst, utilizing frequency-modulated ramping to prevent back-splatter on the protective window.
4. Application Case: Power Tower Fabrication Complexity
Transmission towers in the Hamburg grid expansion projects require thousands of unique structural members. The Infinite Rotation 3D Center addresses three specific challenges in this sector:
4.1. Precision Bolt Hole Geometry
Standard power tower assembly relies on high-strength structural bolting. Traditional punching creates micro-fractures in the hole periphery, which can lead to fatigue failure. The 20kW laser produces holes with a taper ratio of less than 0.1mm on 15mm thick angle bars. The CNC-controlled precision ensures that hole-to-hole center distances are maintained within a ±0.2mm tolerance over a 12-meter section, facilitating rapid field assembly without the need for reaming.
4.2. Complex Intersecting Bevels
For the CHS tubular members used in modern aesthetic “monopole” or advanced lattice designs, the 3D head performs “K”, “Y”, and “X” joint preparations. The infinite rotation allows the head to follow the elliptical path of a tube intersection while simultaneously varying the bevel angle to maintain a constant welding V-groove. This level of geometric complexity is impossible for 2D laser systems and highly inefficient for 5-axis plasma systems due to the larger kerf and dross accumulation.
4.3. Material Handling and Automatic Loading
The Processing Center is integrated with a 12-meter automated loading system. Structural steel sections are heavy and prone to slight longitudinal bowing. The system employs 3D laser sensing to “map” the actual profile of the beam before cutting. The CNC then offsets the cutting path in real-time to compensate for the material’s physical deviations, ensuring that the 3D geometry of the cut matches the BIM (Building Information Modeling) data provided by the structural engineers.
5. Technical Synergies: Automation and Throughput
In the Hamburg deployment, the synergy between the 20kW source and the 3D kinematics has resulted in a measured 400% increase in throughput compared to the previous plasma-and-drill workflow. This is attributed to the “All-in-One” processing philosophy. A single program cycle now handles:
- Length cutting (Sizing)
- Feature cutting (Bolt holes, slots)
- Beveling (Weld prep)
- Part marking (Inkjet or laser etching for assembly tracking)
By eliminating the need to move 2-ton beams between different workcells, the facility has reduced the risk of material handling damage and significantly lowered labor costs per ton of fabricated steel.
6. Engineering Challenges and Solutions
The implementation was not without technical hurdles. The high-power 20kW beam requires sophisticated cooling. We implemented a dual-circuit industrial chiller to maintain the thermal stability of the laser source and the cutting head optics. Furthermore, the 3D head’s movement at high speeds generates significant centrifugal forces. We optimized the PID (Proportional-Integral-Derivative) tuning of the servo motors to ensure that the head maintains path accuracy during tight-radius rotations without overshooting.
Another critical factor was the fume extraction system. Cutting 20mm carbon steel at high speeds produces high volumes of particulate matter. We installed a sectional dust extraction system that tracks the position of the 3D head, ensuring maximum vacuum pressure at the point of the cut, compliant with German TA Luft (Technical Instructions on Air Quality Control) standards.
7. Conclusion: The Strategic Shift in Structural Engineering
The deployment of the 20kW 3D Structural Steel Processing Center in Hamburg represents the current ceiling of laser-cutting capability. For the power tower sector, where precision and durability are non-negotiable, the Infinite Rotation 3D Head provides a solution that bridges the gap between digital design and physical reality. The reduction in secondary processing (grinding, drilling, deburring) directly correlates to a more sustainable fabrication process, with lower energy consumption per component and higher material utilization through advanced nesting algorithms.
As Hamburg continues to modernize its energy infrastructure to accommodate offshore wind integration, the reliance on high-power 3D laser processing will become the industry standard. The technical data from this field report confirms that the 20kW platform is the most viable path for fabricators looking to meet the stringent demands of modern structural steel engineering.
Field Report Compiled by:
Senior Laser Applications & steel structure Lead
Hamburg Engineering District
Ref: LT-3D-20KW-HH-0924













