Avec le développement de l’industrie des structures en acier, les connexions boulonnées sont devenues une méthode de connexion essentielle, entraînant une demande croissante de perçage dans les structures en acier. La découpe laser pour le perçage est appelée à devenir une solution plus efficace et plus pratique.
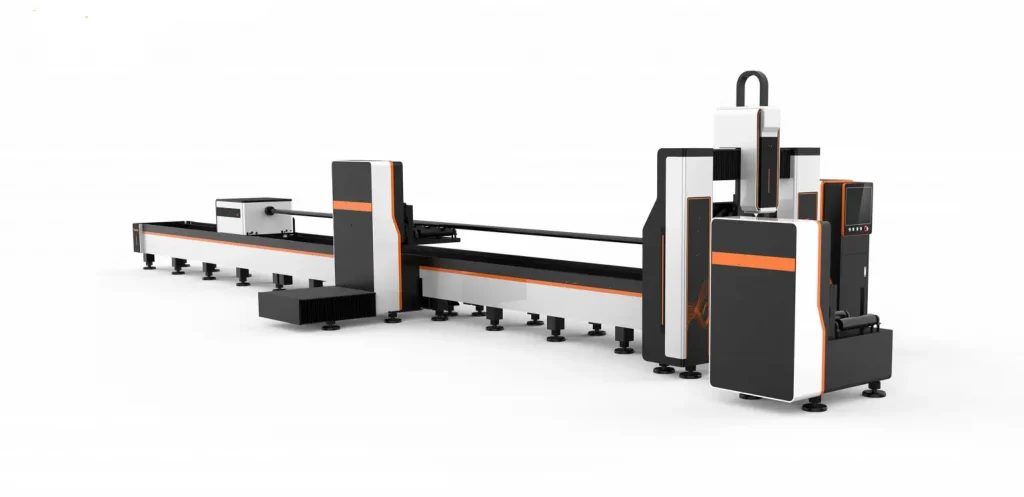
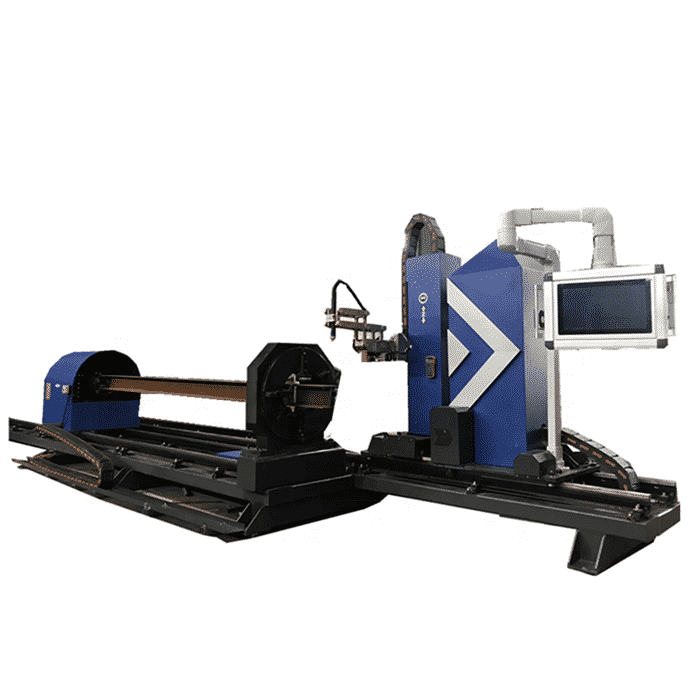
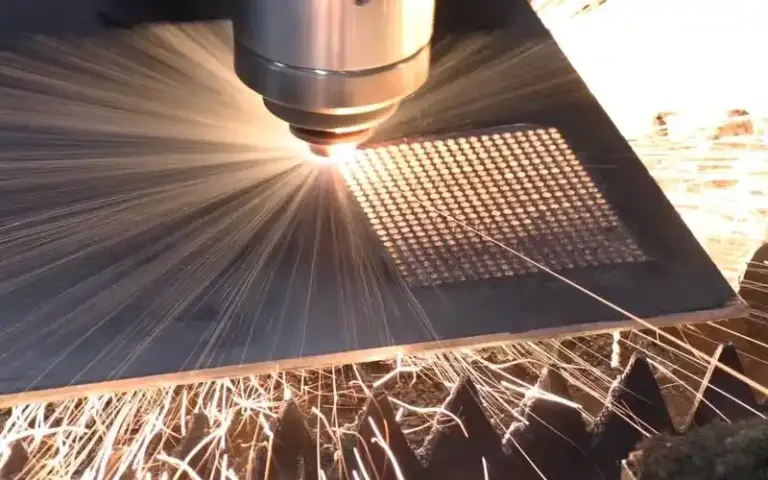
La découpe laser pour le perçage utilise un faisceau laser à haute densité de puissance, émis par un laser et focalisé à travers une lentille, dirigé vers la pièce à usiner. Ce processus peut générer des températures localisées dépassant 10 000 °C, vaporisant rapidement le matériau. Un flux d’air à grande vitesse souffle ensuite le matériau fondu, formant une saignée étroite (environ 0,1 mm de large) et complétant ainsi la découpe du matériau. Cela permet un perçage laser précis ainsi qu’une découpe de pièces, comme illustré dans les figures 1 et 2.

Application de la découpe laser pour les trous de boulons
En raison de la méthode de traitement sans contact de la découpe laser, les matériaux bruts des structures en acier peuvent être rapidement usinés grâce à un contrôle intelligent. Il suffit d’entrer les paramètres de traitement dans le système pour exécuter facilement des opérations telles que la découpe, le perçage et la découpe en biseau. Ce processus garantit une grande vitesse, une haute efficacité et une intervention humaine minimale.
Par conséquent, l’application de la découpe laser dans la fabrication des structures en acier est de plus en plus répandue. Cependant, dans le domaine spécifique de la découpe des trous pour boulons, la découpe laser n’est pas encore largement adoptée, et la qualité des trous découpés au laser reste incertaine. Il est donc nécessaire de mener des essais expérimentaux afin de vérifier les performances du processus de découpe laser des trous pour boulons.
2. Expérience de découpe de trous de boulons
Afin de comprendre l’application de la découpe laser dans la fabrication des trous pour boulons et de vérifier ses performances, une expérience comparative a été menée entre la découpe laser et le perçage radial pour la réalisation des trous. Après la découpe, les trous pour boulons ont été examinés afin d’évaluer la précision dimensionnelle, la rugosité de surface et la dureté.
2.1 Préparation de l'Expérience
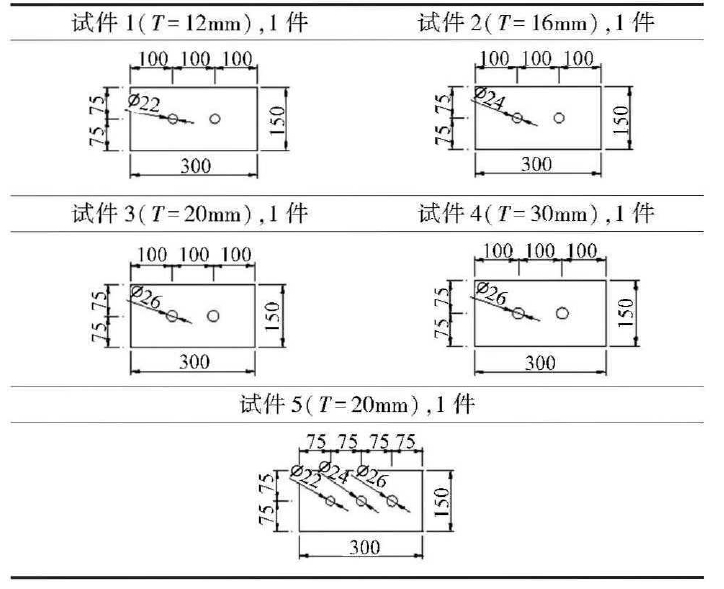
L’expérience a utilisé une machine de découpe laser de 30 kW et une perceuse radiale Z3080X25. Les éprouvettes étaient fabriquées en acier Q355B, un matériau couramment utilisé dans les structures en acier. Les épaisseurs des plaques testées étaient de 12 mm, 16 mm, 20 mm et 30 mm. Cinq éprouvettes (numérotées 1, 2, 3, 4 et 5) ont été préparées, avec leurs dimensions répertoriées dans le tableau.
2.2 Processus d'expérimentation
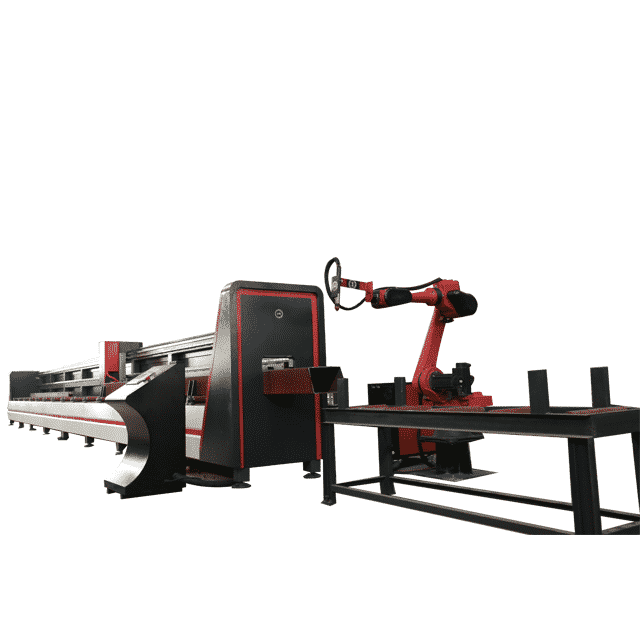
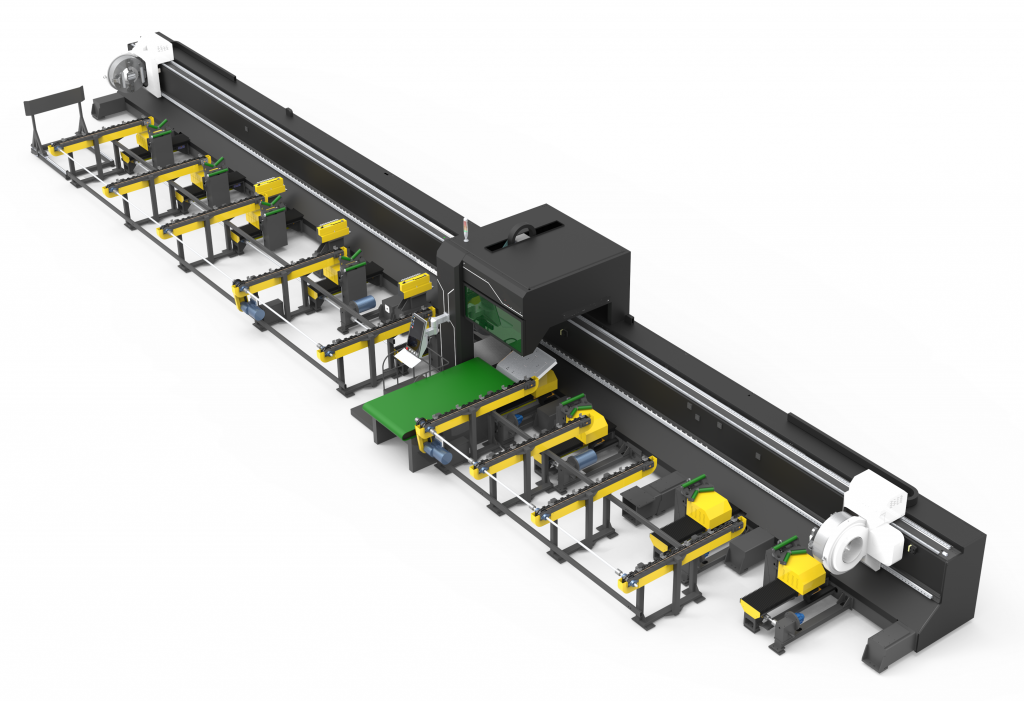
Les éprouvettes 1 à 4 ont été usinées à l’aide de la méthode de découpe laser pour le perçage, tandis que l’éprouvette 5 a été usinée par la méthode de perçage mécanique. Lors du processus de découpe, la découpe laser n’a pas généré de défauts significatifs. Après la découpe, les trous de boulons ont été inspectés pour vérifier la précision dimensionnelle, la rugosité de surface et la dureté, comme illustré dans les Figures 3 et 4.
2.3 Exigences de qualité et résultats des tests
Selon les normes GB 50205-2020 (Norme d’inspection de la qualité des structures en acier) et GB 50755-2012 (Code de construction des structures en acier), les trous de boulons découpés doivent respecter les exigences suivantes :
- Exigences de qualité de découpe : Les bords découpés doivent être meulés à R2 mm et respecter les tolérances de diamètre des trous de boulons de classe C, comme spécifié dans le Tableau 2.
- Tolérance de distance entre les trous de boulons adjacents : L’écart admissible doit être de ±1,0 mm.
- Dureté de la zone affectée thermiquement : Elle ne doit pas dépasser 350 HV.
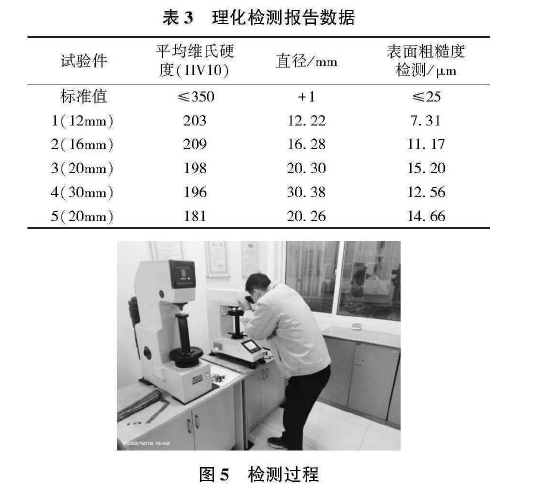
L’inspection physico-chimique des éprouvettes a inclus la mesure de la dureté Vickers, de la déviation du diamètre des trous de boulons et de la rugosité de surface, dont les résultats sont résumés dans le Tableau 3. Le processus d’inspection est illustré dans la Figure 5.
2.4 Conclusions et analyse expérimentales
À travers l’analyse comparative de la dureté Vickers, de la précision du diamètre des trous et de la rugosité de surface, les conclusions suivantes ont été tirées :
- Les trous de boulons découpés au laser ont satisfait aux valeurs normatives requises et étaient conformes aux spécifications réglementaires.
- Comparée au perçage mécanique, la découpe laser a entraîné des valeurs de dureté Vickers (HV10) plus élevées, indiquant un impact thermique plus important sur l’acier. Cependant, la déviation du diamètre des trous était similaire pour les deux méthodes, et la rugosité de surface des trous découpés au laser était nettement meilleure que celle des trous percés mécaniquement.
- Le perçage au laser s’est révélé plus simple à réaliser, plus rapide, plus efficace et très précis, améliorant considérablement la productivité du processus de perçage.
Conclusion générale
La découpe laser est plus efficace que le perçage mécanique traditionnel et offre un meilleur rapport coût-efficacité. L’adoption de la découpe laser pour le perçage des trous de boulons permettrait d’améliorer significativement la capacité de production et les bénéfices économiques.