Système de robot de soudage intelligent
1.1 Composition du système
Comme illustré à la Figure 1, le matériel du système de robot de soudage intelligent se compose principalement du corps du robot de soudage, de la source d’alimentation du soudage, du dévidoir de fil, du capteur de vision laser en ligne, de l’ordinateur industriel (IPC), du PLC, ainsi que d’autres accessoires périphériques. Afin d’étendre la plage de fonctionnement effective du robot et de répondre aux besoins de soudage de pièces de grande taille, le système peut intégrer des axes externes et des positionneurs de pièces.
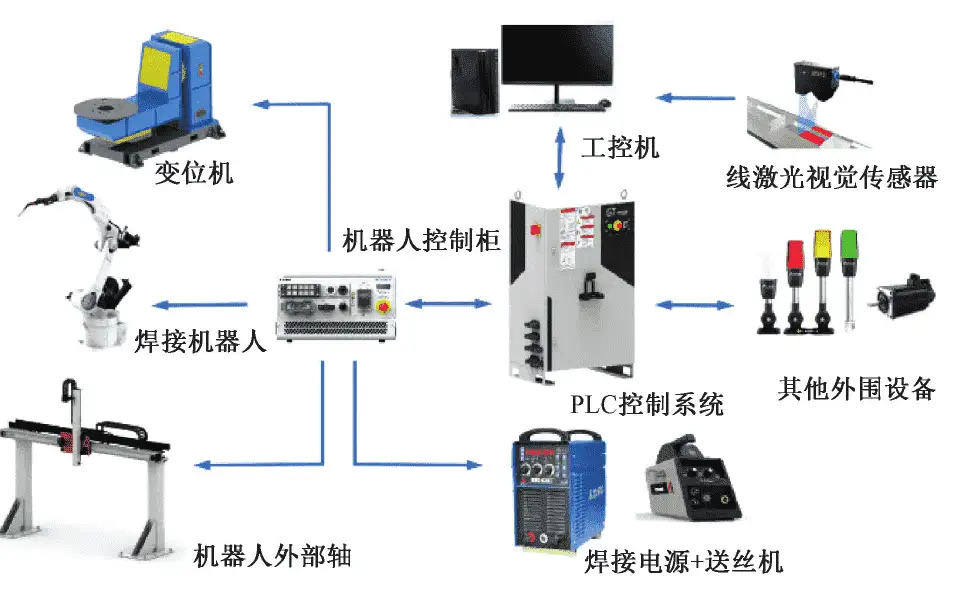
Figure 1 : Système de robot de soudage intelligent pour structures en acier
Le composant logiciel comprend principalement un système de contrôle PLC, un logiciel de programmation hors ligne, une base de données des processus de soudage, un système de vision et un logiciel d’affichage d’informations. Le système de contrôle PLC agit comme le « système nerveux central » de l’ensemble du système, responsable du contrôle logique. Le logiciel de programmation hors ligne, la base de données des processus de soudage, le logiciel de traitement de la vision et le logiciel d’affichage d’informations fonctionnent sur l’IPC. Le logiciel de programmation hors ligne planifie les trajectoires de numérisation et de soudage du robot en fonction du modèle de la pièce. La base de données des processus de soudage fournit les données du processus. Le système de vision collecte les informations sur les soudures, traite les images et les nuages de points à l’aide d’algorithmes fonctionnant sur l’IPC, et détermine les coordonnées des soudures. Le logiciel d’affichage d’informations visualise en temps réel les progrès du soudage et les paramètres en fonction des signaux de rétroaction du système.
1.2 Route technique de soudage
Dans le soudage réel des structures en acier, la qualité de la formation des soudures est souvent affectée par des facteurs tels que la déformation, les écarts variables et le décalage. Pour surmonter ces incertitudes, il est essentiel d’adopter des techniques de numérisation des joints de soudure et de planification des trajectoires des couches afin d’améliorer l’adaptabilité et l’intelligence des robots de soudage, permettant ainsi la correction des joints de soudure et l’ajustement adaptatif des paramètres du processus pour répondre aux exigences du contrôle intelligent du soudage.

La Figure 2 illustre la route technique de soudage intelligent pour les structures en acier.
Le robot doit d’abord accomplir des tâches préparatoires, telles que la calibration du TCP du poste de soudage et la calibration main-œil du capteur de vision laser linéaire avec le robot. Une fois calibré, si la position relative entre le robot, le poste de soudage et le capteur de vision reste inchangée, une nouvelle calibration n’est pas nécessaire pour les opérations de soudage suivantes.
Au début de la tâche de soudage, le modèle 3D de la structure en acier est importé dans le logiciel de programmation hors ligne. La reconnaissance des joints de soudure extrait et édite les informations sur les joints de soudure hors ligne, générant la localisation des joints et les trajectoires de soudage du robot. La base de données des processus de soudage est consultée pour déterminer l’agencement des cordons et les paramètres du processus, générant ainsi le programme de soudage. Le programme est ensuite chargé dans le contrôleur du robot, initiant le mouvement du robot pour localiser le joint de soudure, acquérir les données de position et de morphologie de surface réelles, et ajuster les trajectoires de soudage ainsi que les paramètres du processus. Enfin, le robot effectue le soudage tandis que le capteur de vision laser linéaire suit en temps réel le joint de soudure, corrigeant les déviations de trajectoire et accomplissant le soudage automatique.
Technologies clés pour les robots de soudage intelligents dans les structures en acier
Avec l’application généralisée des robots industriels et des sources de courant de soudage, le corps du robot et les sources de courant de soudage ont été largement validés par la production, ce qui en fait des technologies matures. Par conséquent, l’accent du développement des systèmes de robots de soudage intelligents s’est déplacé vers des domaines clés tels que l’identification et la localisation automatiques des points de départ des soudures, le suivi automatique des joints de soudure et l’agencement des cordons multi-couches et multi-passages.
1.1 Localisation du point de départ du joint de soudure
Pour garantir que le poste de soudage initie l’arc à la position correcte du début du joint de soudure, la localisation du joint est nécessaire. Le système de détection visuelle du robot de soudage capture et traite les images avant le soudage pour reconnaître automatiquement les caractéristiques de la gorge de soudure et obtenir des informations spatiales 3D. Les principales approches incluent :
(1) Localisation basée sur le contact :
Lors de la localisation du joint, le fil de soudure ou la buse de contact touche la plaque en acier dans une plage limitée, générant un signal électrique pour identifier le point de départ et corriger la position programmée hors ligne. Cependant, cette méthode présente une faible adaptabilité et ne peut pas s’adapter aux changements dans l’environnement de soudage.
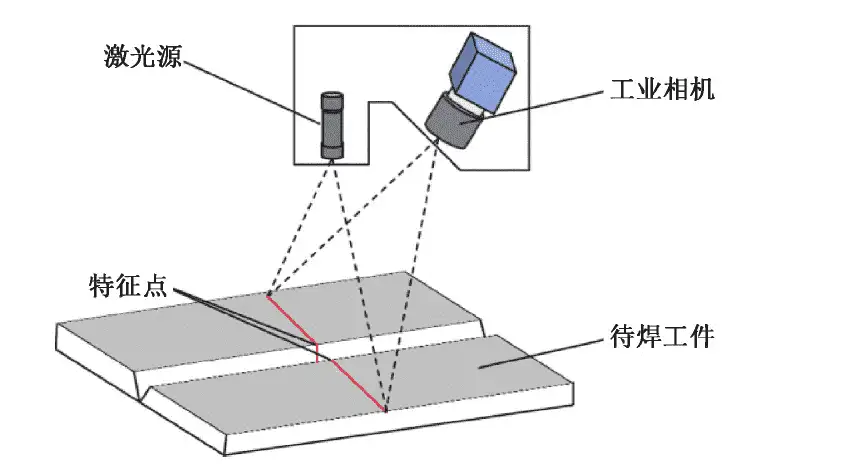
(2) Localisation sans contact :
Les capteurs de vision laser sont largement utilisés en raison de leur traitement d’image simple, de leur forte capacité anti-interférences et de leur grande précision. Comme montré dans la Figure 3, un capteur de vision laser projette un laser linéaire sur la surface de la pièce, qui se déforme en fonction de la forme de la pièce. Une caméra capture l’image, et en utilisant le principe de triangulation, le système traite l’image laser pour extraire les caractéristiques, déterminer les coordonnées du joint de soudure et transmettre les données au robot de soudage pour le contrôle du mouvement du poste de soudage. Les chercheurs ont largement exploré le soudage intelligent et les robots de soudage. La technologie de correspondance de modèles d’image est largement appliquée, en faisant glisser un modèle sur l’image pour trouver des cibles correspondantes. Les réseaux neuronaux convolutifs profonds (CNN) améliorent encore la reconnaissance des joints de soudure et la précision de la localisation, en améliorant la robustesse dans différentes conditions.
2.2 Suivi des Joints de Soudure
Lors du soudage, la déformation induite par la chaleur provoque inévitablement des écarts entre la trajectoire corrigée hors ligne et la trajectoire réelle de soudage. Les capteurs suivent la position du joint de soudure en temps réel, compensent les écarts et guident le poste de soudage le long de la trajectoire réelle pour garantir la précision et la qualité du soudage. Les principales méthodes de suivi incluent :
(1) Suivi de l'arc :
Utilise les paramètres de l’arc comme signaux de suivi sans équipement supplémentaire. Il détecte les variations de courant et de tension, reconnaissant et suivant le joint de soudure en fonction des fluctuations de la longueur de l’arc. Cette méthode est résistante à la lumière extérieure et aux interférences de l’arc, mais nécessite que le capteur oscille ou tourne par rapport au joint de soudure, ce qui réduit la précision pour les soudures de structures en acier complexes.
(2) Suivi par capteur optique :
Capture des images du joint de soudure pour un suivi en temps réel. Les capteurs optiques offrent une grande précision et polyvalence sans contact direct. Ils sont classés en deux catégories : passifs (dépendants de la lumière ambiante) ou actifs (émettant de la lumière structurée). Les capteurs actifs sont plus précis, capables de gérer diverses tâches de soudage avec de fortes propriétés anti-interférences. Les capteurs de vision laser sont les plus utilisés pour le suivi des joints de soudure.
Divers capteurs de vision laser industriels ont été développés pour soutenir le soudage automatisé des structures en acier à faible production et multi-variétés, faisant d’eux un axe clé dans l’industrie des structures en acier préfabriquées.
Agencement des cordons multi-couches et multi-passages
Les chercheurs ont largement étudié le soudage multi-couches et multi-passages, en se concentrant sur la numérisation préalable du joint de soudure pour déterminer les paramètres de la gorge et les couches de remplissage en utilisant des méthodes de hauteur ou de surface égale. Cependant, pendant le soudage, l’apport thermique et la formation de la soudure peuvent provoquer une déformation de la gorge, rendant les trajectoires pré-planifiées inexactes et réduisant la qualité du soudage.
Pour le soudage de tôles moyennes à épaisses, la planification multi-couches et multi-passages basée sur la vision ajuste dynamiquement le placement des cordons. Comme montré dans la Figure 4, un capteur de vision laser capture la distribution réelle des cordons, extrayant la largeur de la gorge (Wb) et la hauteur de la couche (hi). Si les écarts sont dans les tolérances, les cordons suivants suivent le plan original ; sinon, le chemin de soudage est ajusté pour maintenir un remplissage uniforme. Cette méthode atténue les problèmes de désalignement de la gorge, de déformation de la pièce et d’autres facteurs affectant la formation de la soudure, assurant ainsi une qualité de soudure optimale.


Conclusion
Le soudage intelligent est une direction de développement cruciale pour la fabrication d’équipements offshore, en particulier dans la construction de structures en acier à grande échelle. L’application des robots de soudage intelligents est une tendance inévitable. Des technologies clés telles que la localisation des joints de soudure, le suivi des joints et la planification multi-couches et multi-passages nécessitent des recherches et des innovations supplémentaires ciblées pour parvenir à un soudage intelligent, garantir la qualité des soudures et faire progresser l’industrie des équipements offshore. Les robots de soudage intelligents offrent des solutions de soudage fiables et efficaces pour la construction offshore.
































