We use analytical cookies to improve your experience on our website
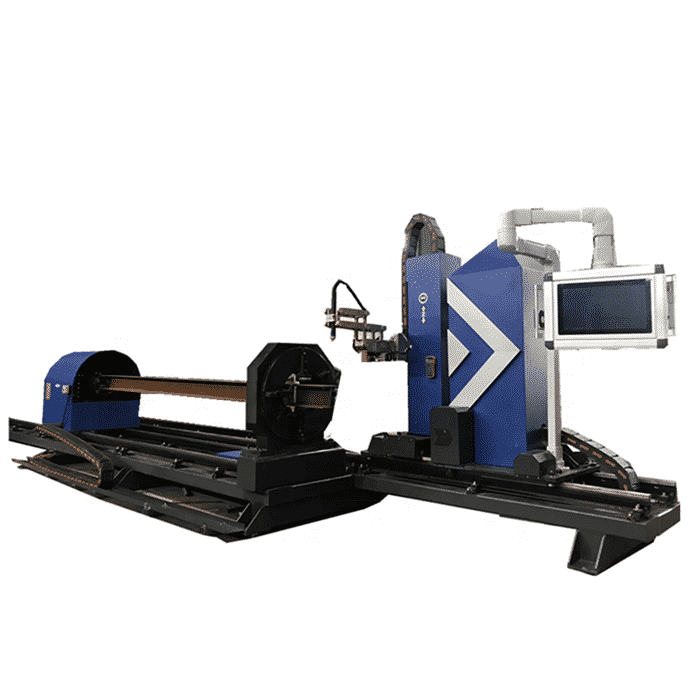
Эта высокоэффективная производственная установка объединяет три критических процесса — сборку, сварку под слоем флюса и правку грибовидности полок — на одном рабочем месте. Она оптимизирует производственные площади, минимизирует перемещение материалов и значительно снижает трудоемкость изготовления двутавровых (H) и тавровых (T) балок.

| Ширина полки | 150-800 мм | Высота заготовки | 200-2000 мм |
| Толщина полки | 6-40 мм | Длина заготовки | 4000-15000 мм |
| Высота стенки | 200-1800 мм | Скорость сварки | 150-1500 мм/мин |
| Толщина стенки | 6-32 мм | Мощность основного станка | 17,5 кВт |
| Длина двутавра | 4000-15000 мм | Мощность роликового конвейера | 0,75*4=6 кВт |
| Скорость сборки и сварки | 200-2000 мм/мин | Мощность рециркуляции флюса | 3*2=6 кВт |
| Мощность насосной станции | 4 кВт | Мощность сварочного источника | 138 кВт (69 кВт*2) |
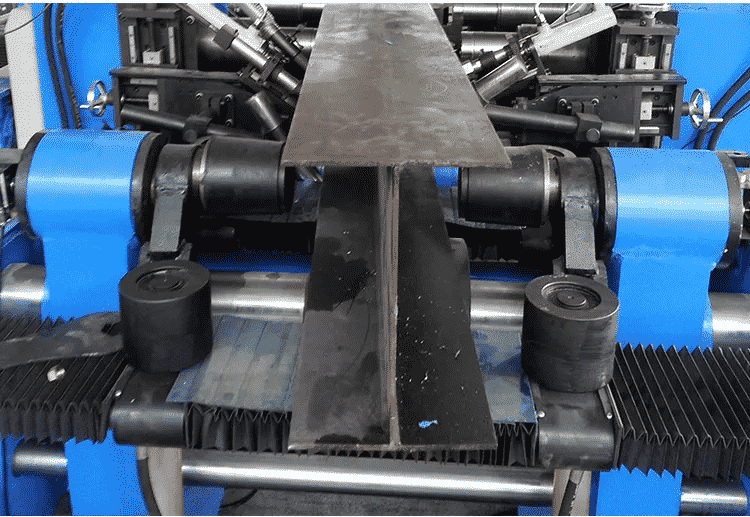
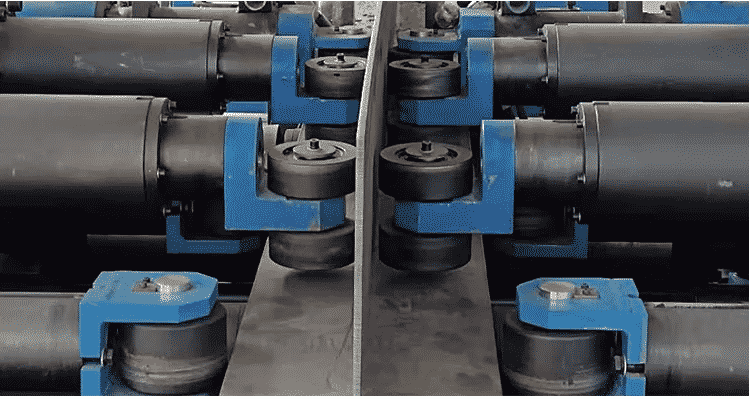
Оснащен системой автоматического центрирования и позиционирования стенки и полок, что обеспечивает превосходную точность сборки и структурную стабильность конструкции.
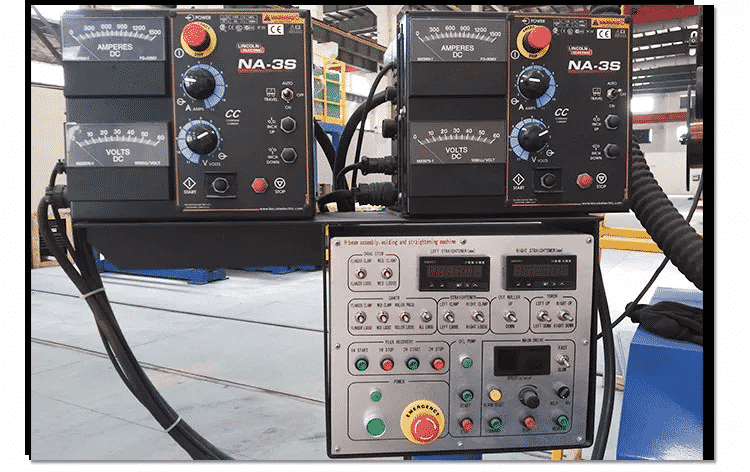
Двухосевые регулируемые крепления сварочных горелок позволяют точно настраивать их положение и угол, обеспечивая высококачественные сварные швы и глубокий провар.
Уникальные гидравлические правильные ролики устраняют деформацию полок, не перекрывая обзор оператору, что облегчает мониторинг качества в реальном времени.
Основной блок может быть отсоединен от вспомогательного модуля правки для независимой работы в качестве станции сборки или сварки по мере необходимости.
Система построена на импортных линейных направляющих и поддерживает производственные допуски в пределах 0,02–0,03 мм (2–3 «сотки») на каждой балке.
Передовые инверторные технологии сварки обеспечивают экономию энергии на 25–35%, значительно снижая долгосрочные эксплуатационные расходы.
Некоторые посредники крадут наши фотографии и видео, чтобы предоставить покупателям скопированные машины. Поэтому остерегайтесь мошенничества и покупайте у оригинального производителя.
Fill out the form below, and we will be in touch shortly.
